BreitbahnDED spotlight
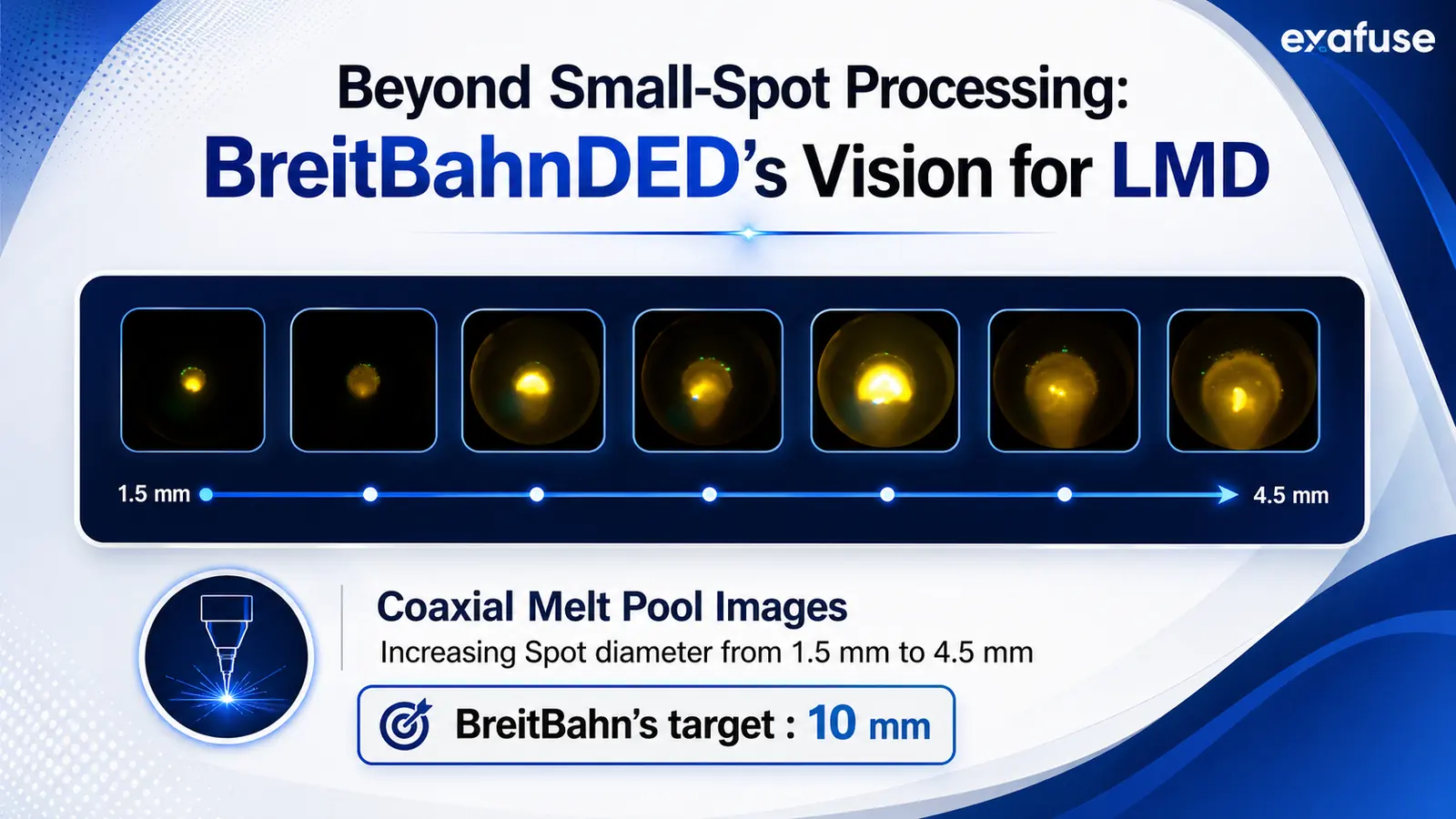
Wide-bead DED, productivity and large-area deposition.
Open articleKnowledge hub
Choose the buyer intent that matches your situation, then go directly to the articles that support that decision.

Find your article path
The content plan separates visitor intent by repair economics, surface protection, large-part manufacturing, quality evidence, DfAM/OEM work and procurement readiness.
Research stream
BreitbahnDED, EIS-KW, monitoring and functionally graded materials give technical evaluators a reason to see Exafuse as a process-development partner, not only a supplier.
Wide-bead DED, productivity and large-area deposition.
Open articleForging-tool research around cooling, heat management, additive tooling and wear evaluation.
Open project pageA single destination for project proof, R&D themes and pilot discussion.
Open research page
Article
Repair is worth evaluating when the part is expensive, has long replacement lead time, has localized damage, and can be inspected after material buildup. Replacement is usually safer when th...
Article
Laser cladding is strongest when a component needs a dense metallurgical layer on a defined wear or corrosion zone. It is less suitable when a very thin cosmetic coating, large low-cost area...

Article
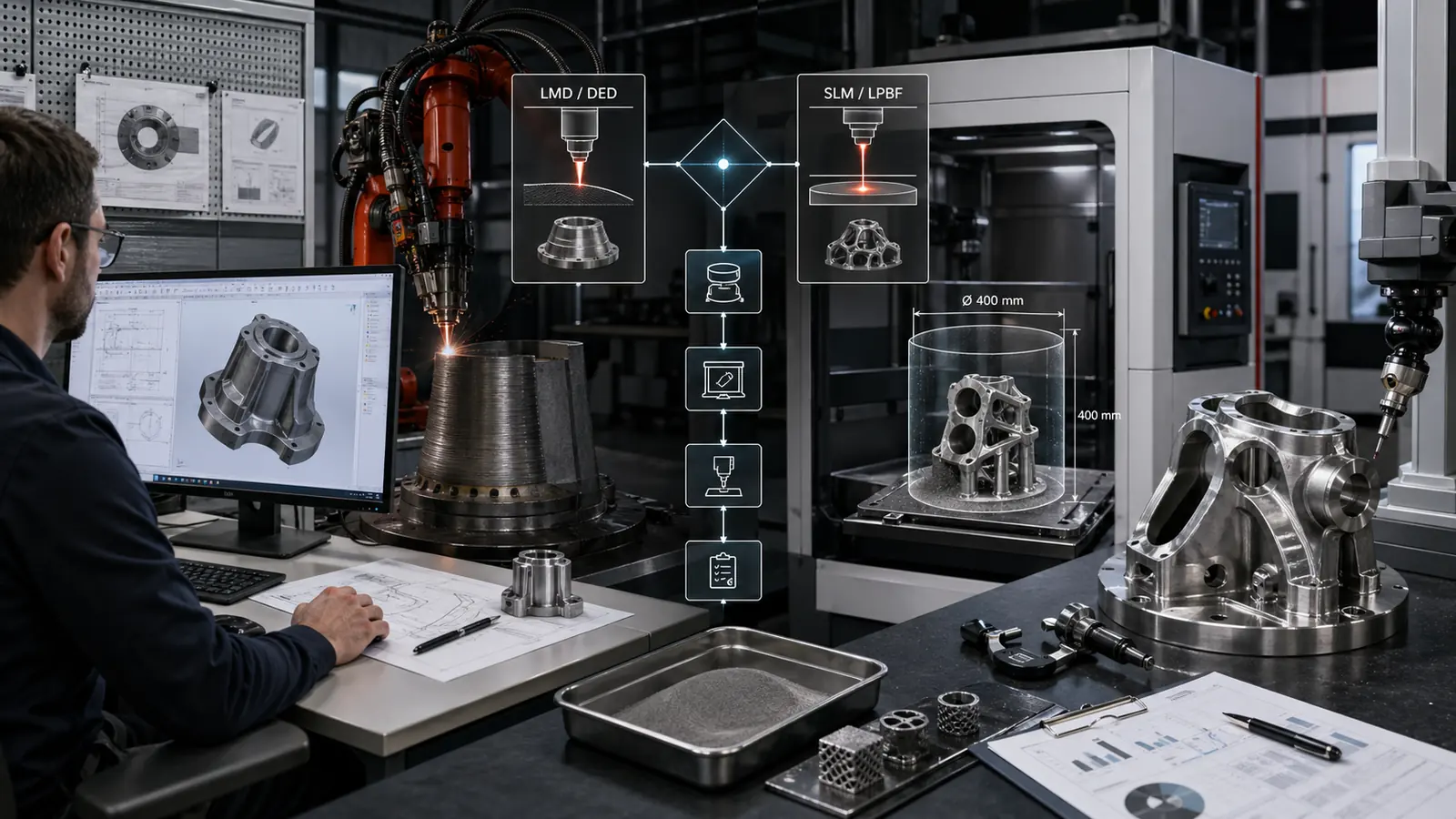
Laser Metal Deposition, or LMD, is a metal additive manufacturing process in which a laser creates a local melt pool and metal powder is fed into that melt pool. The process can build materi...

Article
LMD and SLM solve different industrial problems. LMD or DED is usually stronger for large parts, repair, local buildup, and laser cladding, while SLM or PBF is usually stronger for compact p...
Article
Repair ROI is not only the price of deposition versus a new part. It includes avoided downtime, replacement lead time, machining and post-processing, inspection cost, logistics, and the risk...
Article
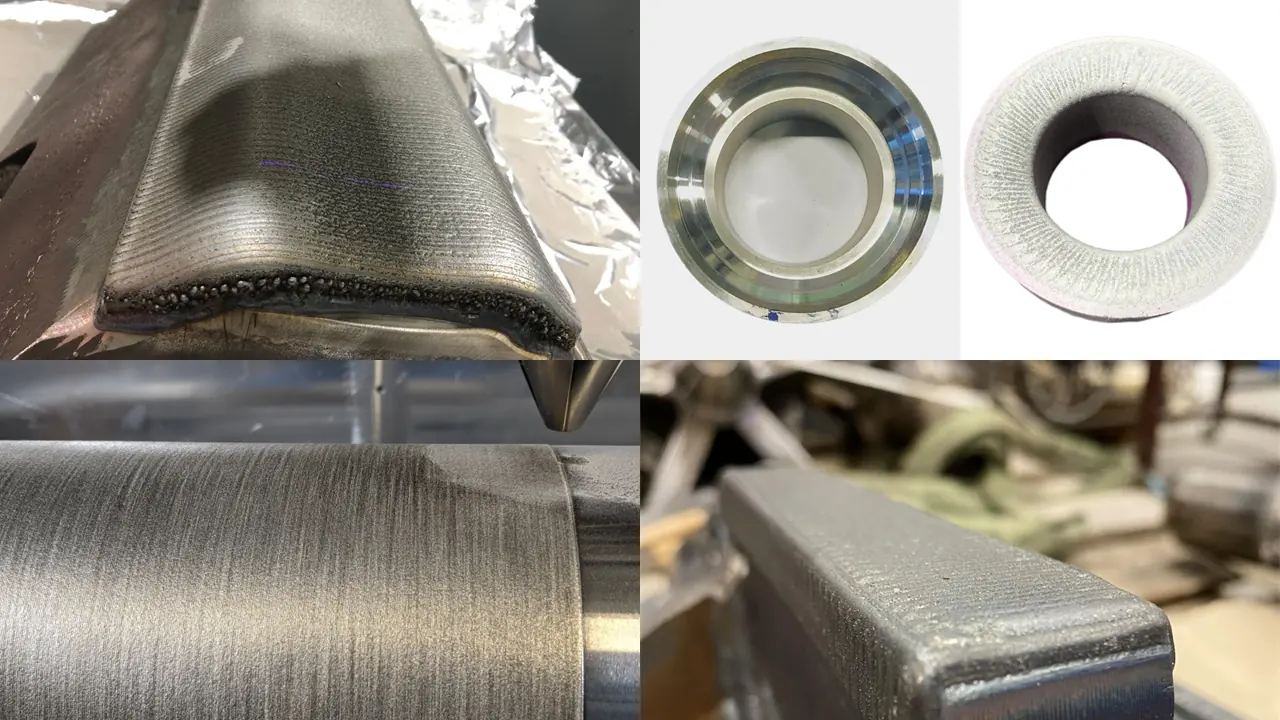
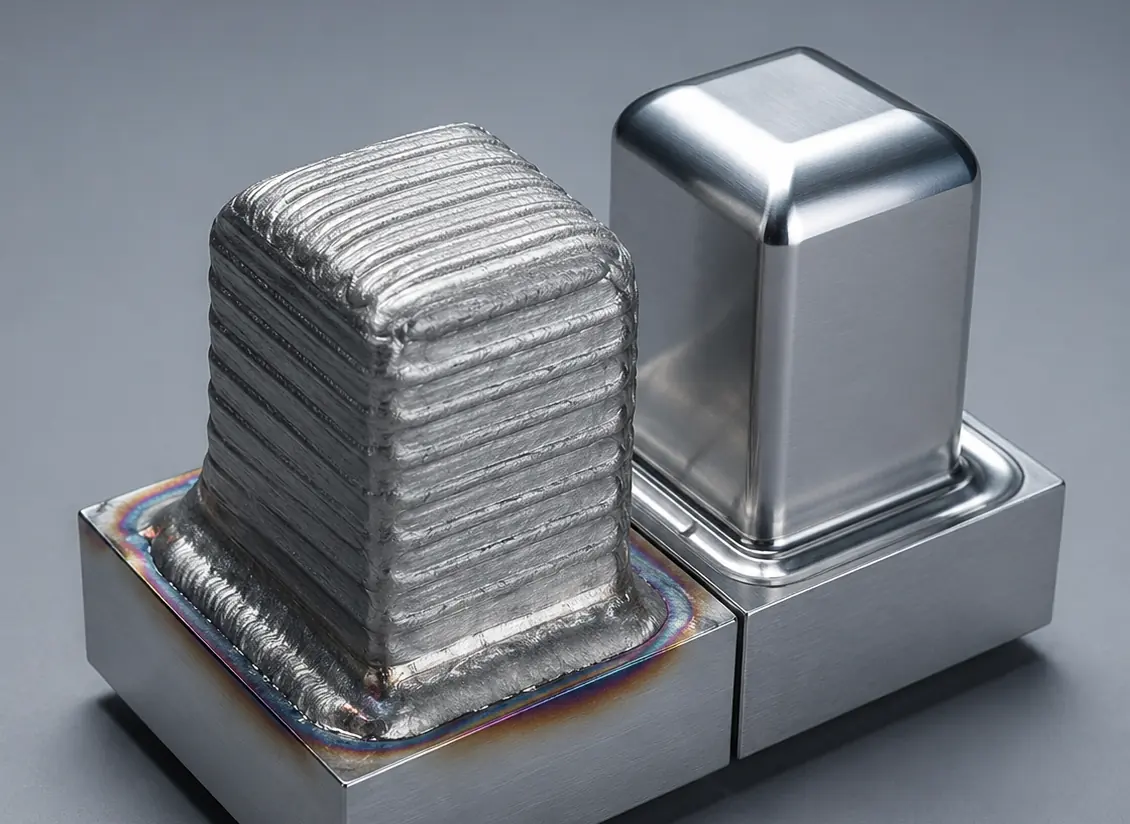
Large-part LMD is not just a scaled-up version of a small coupon build. For large components, productivity and quality depend on the interaction between bead width, overlap strategy, heat ma...
Article
A useful RFQ for laser cladding or LMD repair should include service intent, part dimensions and weight, base material, damage or wear description, target property, tolerances, deadline, ava...
Article
Plants reduce critical-spare risk by identifying high-value, long-lead-time parts before failure, documenting repair acceptance criteria, and pre-qualifying LMD or laser cladding as a fallba...
Article
Porosity in LMD and DED is not a cosmetic detail. It is a quality risk that can affect bonding, local properties, release confidence, and the inspection route a buyer needs for a given part...

Article
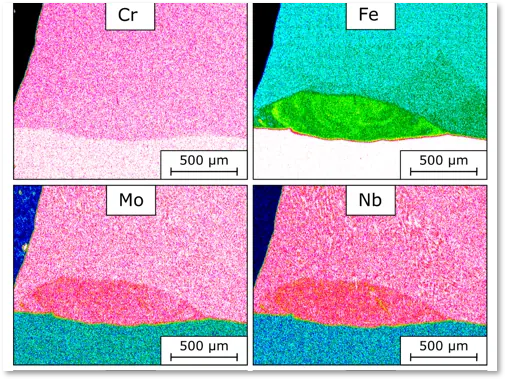
Metallurgical validation for laser cladding should prove that the deposited layer is bonded correctly, that dilution is acceptable for the job, and that the resulting microstructure and heat...
Article
No single inspection method proves everything on a repaired part. Visual checks, dimensional inspection, penetrant or magnetic testing, ultrasonic methods, CT, hardness checks, and metallogr...
Article
In-process monitoring in DED and LMD can help track whether the build is behaving consistently, but it does not replace final inspection or qualification. The value of monitoring is that it...
Article
Alloy selection for laser cladding should start with the failure mode, the base material, and the service environment, not with a powder brand name. Fe-, Ni-, and Co-based overlays each solv...
Article
Cladding materials for corrosion or high-temperature service should be selected from the actual exposure environment, not from hardness alone. The key inputs are the media, temperature range...
Article
Functionally graded materials use a controlled transition between material compositions instead of one abrupt interface. In DED and LMD, that can be technically attractive when a single allo...
Article
Design-for-repair means planning sacrificial wear zones, repair pads, access surfaces, machining allowance, material compatibility, and inspection access before the part ever enters service.
Article
Design for Additive Manufacturing with LMD should focus on reliable near-net deposition, manageable heat input, and accessible finishing, not on powder-bed-style fine detail. Good DfAM for L...
Article
Hybrid manufacturing with LMD and CNC is often the practical route for large industrial parts. LMD adds material where it creates value. Machining, grinding, heat treatment, and surface prep...
Article
Repair toolpaths in LMD have to solve a real damaged geometry, not an ideal coupon. That means overlap, heat accumulation, access, machining allowance, and the transition back into the origi...
Article
Buyers should ask for process scope, material compatibility, inspection plan, acceptance criteria, post-processing route, nonconformance handling, documentation package, and project-specific...
Article
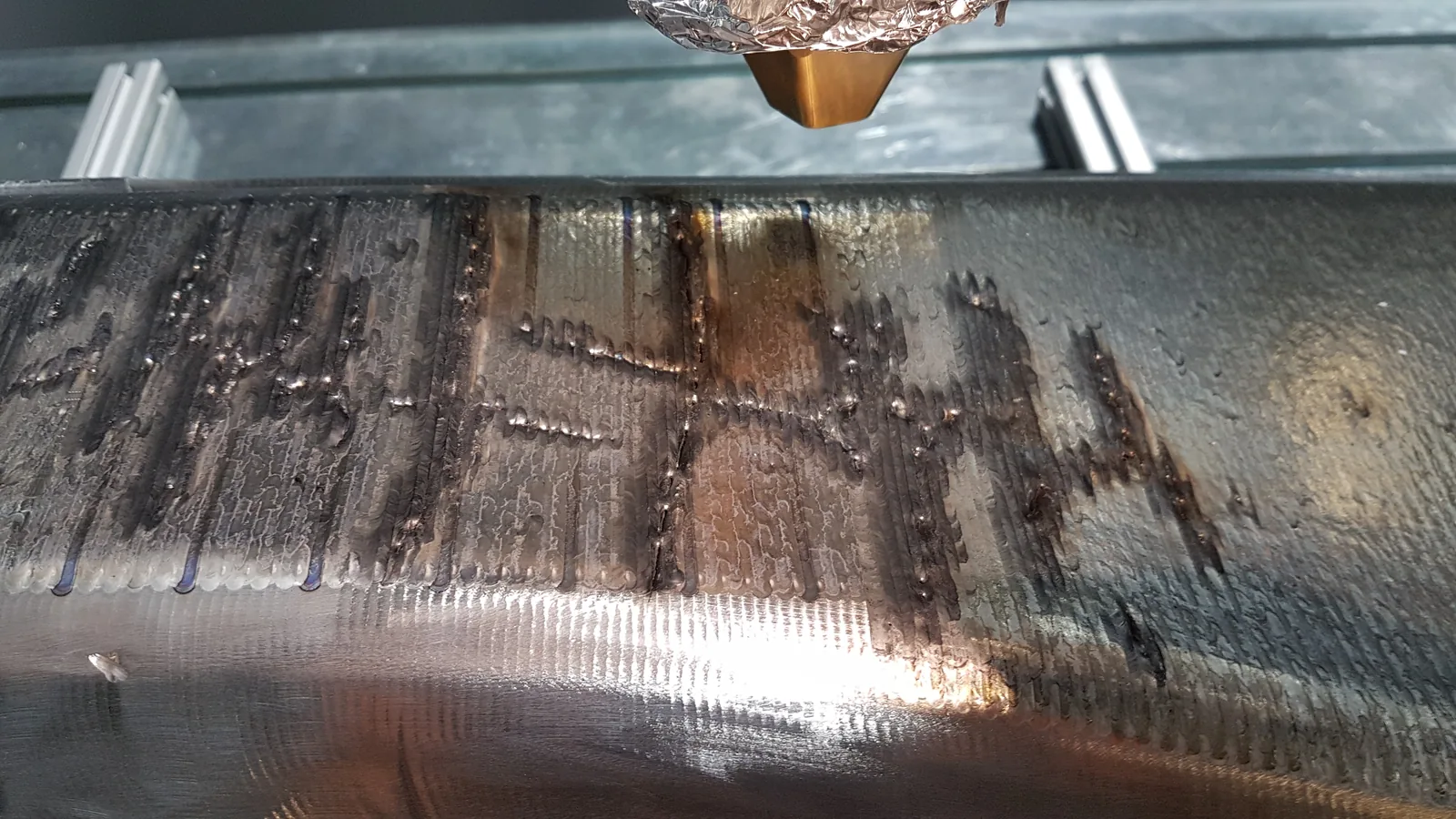
BreitBahnDED is a publicly funded research project for developing wider weld beads in Laser Metal Deposition, also known as DED-LB/M or Laserauftragschweissen. The industrial question is sim...
Article
LMD becomes attractive for hard-to-machine alloys when the part is large, the raw material is expensive, and only selected geometry needs to be added or rebuilt. Exafuse's public material pr...
Article
A digital spare is useful only when the part data, material, manufacturing route, inspection plan, and acceptance criteria are ready before the plant needs the part. LMD can be one route for...
Article
The right cladding solution starts with the failure mode, not with a favorite alloy family. Abrasion, erosion, adhesive wear, corrosion, oxidation, thermal fatigue, and impact each point tow...
Article
In 2024, Exafuse publicly reported more than 1,850 kg of material deposited through Laser Metal Deposition work. More than 1,600 kg was 316L stainless steel, with around 250 kg across advanc...
Article
Exafuse has publicly shown a rapid LMD proof story: a functional drill, described publicly as a "Bombenbohrer," produced from metal powder with an antimagnetic coating in under 24 hours. The...

Article
Exafuse has publicly shown a complex 750 mm water-cooled nozzle design manufactured by Laser Metal Deposition with two Ni-based alloys: Inconel 625 for the inner structure and Inconel 718 fo...
Article
Exafuse has publicly shown a valve seat ring coating workflow using Laser Metal Deposition (LMD): preheating in an oven, controlled application in the LMD machine and a wear-resistant coatin...
Article
Forging hammer repair with Laser Metal Deposition (LMD) is worth evaluating when damage is local, the base hammer is still usable, oxides and cracks can be handled, and the rebuilt working f...
Article
An LMD build-and-coat workflow is worth evaluating when a metal part needs both geometry creation and a functional surface layer. The route should be reviewed as one manufacturing chain: par...
Article
Laser Metal Deposition (LMD) coatings on copper or copper-alloy substrates need a different review than standard steel cladding. Copper conducts heat quickly and can reflect laser energy, so...

Article
Large structural Laser Metal Deposition (LMD) is not only a larger print job. It is a full engineering route that connects CAD redesign, deposition strategy, parameter development, monitorin...
Article
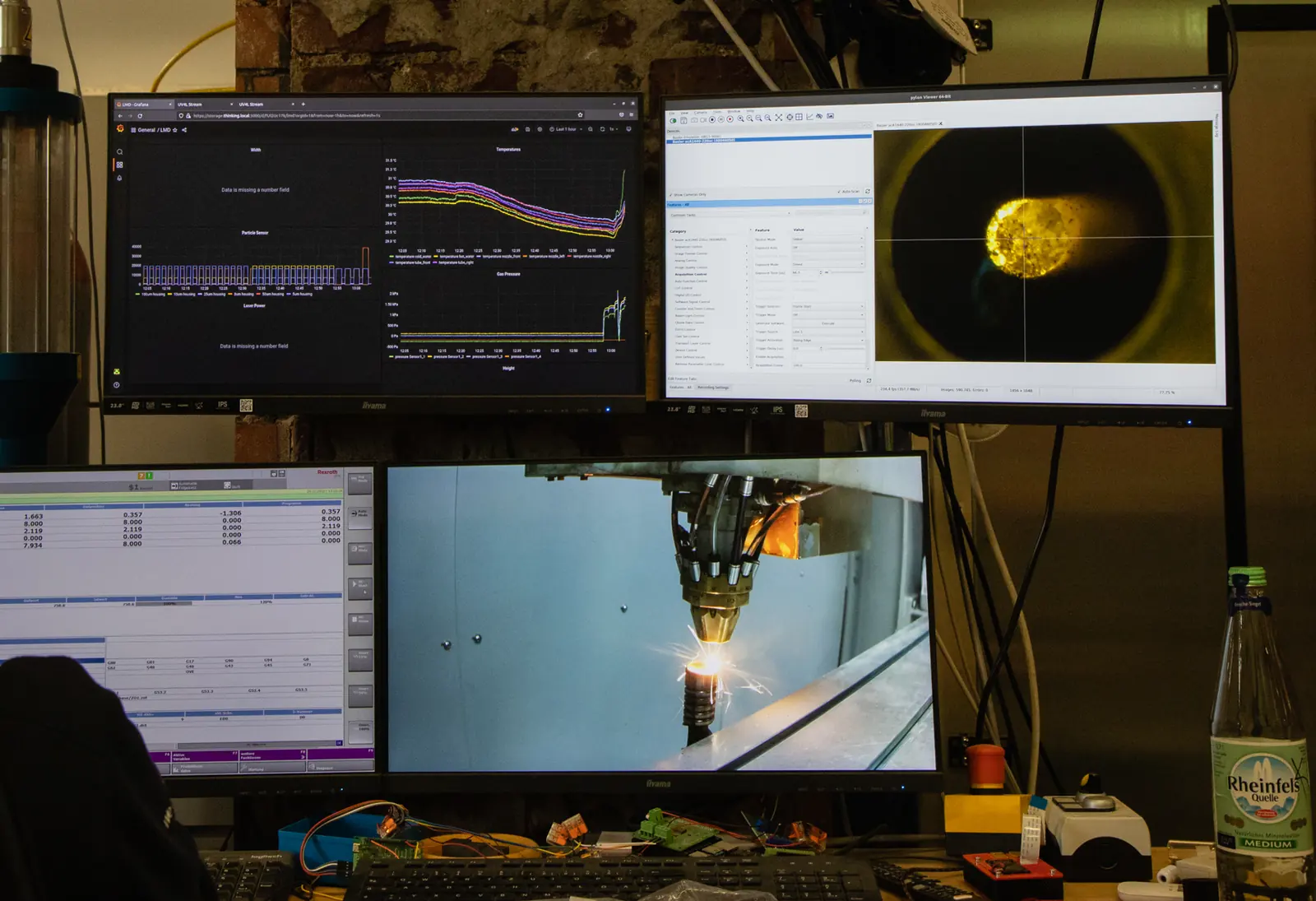
Melt-pool monitoring gives earlier visibility into LMD process behavior, but it is not a standalone quality certificate. It supports process understanding when image signals are connected to...
Article
AI can support LMD process control when model outputs are tied to validated signals, clear action limits and inspection evidence. The important distinction is between decision support, param...
Article
Pix2Pix-style neural networks can support LMD image-processing research by translating process images into more useful visual representations, but generated outputs must be validated against...
Article
Hard Co-based LMD coatings on ring geometries need more than a powder selection. Geometry, preheating, layer strategy, powder-feed direction, travel-speed review and dye inspection decide wh...
Next action
Knowledge pages are strongest when they lead directly into process choice, material screening, estimate or request preparation.
For cases where the problem is clear but the service, process or next step is still open.
Decision toolCompare LMD, SLM or hybridScreens size, detail level, existing-part context, finishing and risk before a manufacturing request.
Material screenScreen alloy directionStarts from wear, corrosion, temperature, base material and target surface.
Cost screenScreen base cost driversHelps frame dimensions, material family, quantity and process assumptions early.
Recommended next steps
Move from the current topic into the closest service, proof page, technical article, FAQ or feasibility request.
Article readers move from education into proof and a qualified inquiry.
Procurement
A good RFQ reduces scope drift. Send service type, part size, material, deadline, tolerances, files and documentation needs.
Start qualified RFQTechnical readers move into quality and inspection alignment.
Quality alignment
For projects where acceptance criteria, porosity risk, metallography, hardness or buyer documentation will decide the route.
Request validation planResearch readers move into BreitbahnDED, monitoring and pilot feasibility.
Metal AM
Send CAD, material, approximate size and target finish. Exafuse can review whether LMD, SLM or a hybrid route is the practical process path.
Start manufacturing RFQ