Proof and guides
Case studies, application guides and research topics for industrial LMD decisions.
Choose the project intent closest to your part, then browse the proof pages and guides that match that failure mode, build goal or validation need.

Find relevant proof
Browse proof and guides by project problem.
Start with the problem closest to your part: repair, coating, large-part build, quality risk, OEM design or procurement pressure.

Case study
Forging Hammer Repair and Coating with LMD
How Exafuse uses Laser Metal Deposition to rebuild and reinforce forging hammer working faces where local wear, cracks, preparation, finishing and inspection decide the repair route.

Application guide
Gear, Pinion and Toothed-Part Repair: When LMD Is Worth Evaluating
LMD can be worth evaluating for toothed industrial parts when the damage is local, the base component still has value, the material can be identified and the repaired geometry can be machine...
Application guide
Hot-Forming Dies and Tooling: LMD Repair Logic for Heat and Wear Zones
Hot-forming dies and high-load tooling can be evaluated for LMD repair when damage is local, the base material and heat-treatment condition are understood, and the repaired zone can be finis...
Application guide
Hydraulic Rods, Shafts and Sliding Surfaces: Laser Cladding Evaluation Guide
Laser cladding can be evaluated for rods, shafts and sliding surfaces when the surface damage is local, the base part is still valuable and the final surface can be ground, polished and insp...

Case study
Valve Seat and Wear Ring LMD Coating with Crack-Controlled Co-Based Wear Material
How Exafuse used LMD / laser cladding, ring-specific layer planning and dye inspection to evaluate a Co-based wear-resistant coating route for valve seat and wear ring geometries.
Application guide
Large Rollers, Rolls and Cylindrical Wear Parts: Laser Cladding Evaluation Guide
Laser cladding can be evaluated for large rollers, rolls and cylindrical wear parts when the working surface is the problem, the component body still has value and the part can be handled, r...
Research note
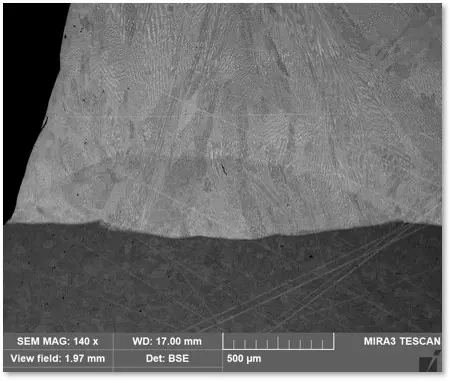
Research Topic: Detecting and Reducing Porosity Risk in LMD
Porosity risk in LMD should be treated as an evidence question, not as something checked only by looking at the final surface. Exafuse can use non-confidential trials, coupons and non-confid...

Case study
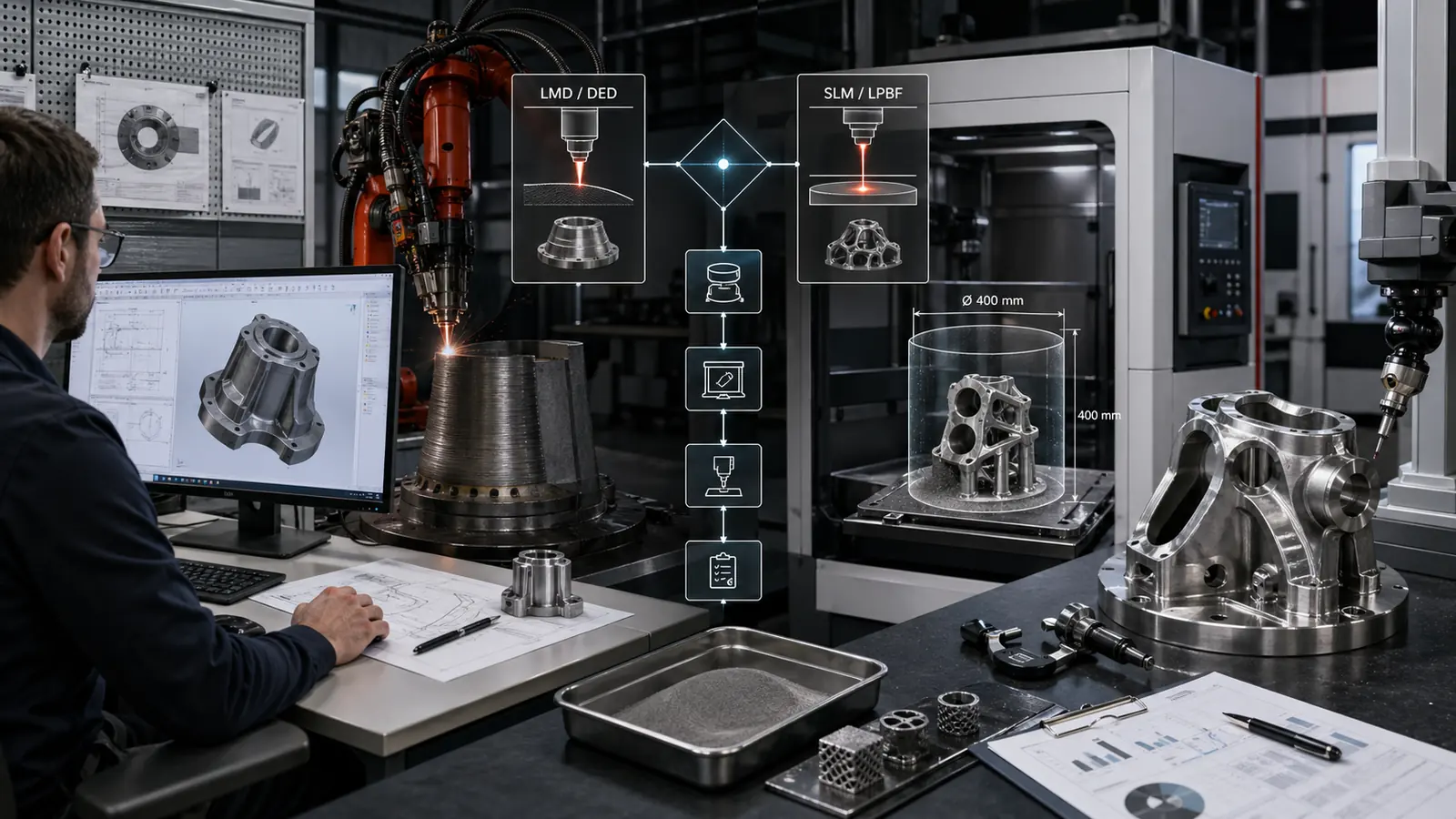
Manufacturing a Large High-Performance Part via LMD: From CAD to Machined Finish
Demonstrate Exafuse's large-part additive manufacturing route: CAD, deposition, post-processing, inspection.
Case study
OEM Redesign for DfAM and Repairability: Cost and Risk Reduction Path
This case study focuses on how product architecture can change when LMD and future repair are planned together.
Case study
Nobufil Extrusion Screw Repair: Short-Lead-Time LMD Rebuild of a Cracked Stub Shaft
How Exafuse repaired a cracked Nobufil extrusion screw shaft with a targeted DED/LMD route when no replacement screw was immediately available.
Research note
Research Topic: Functionally Graded LMD Pipe with Material Transition
Functionally graded LMD is useful when one part may need different material behavior in different zones. An pipe demonstrator with a controlled material transition can show how Exafuse think...

Case study
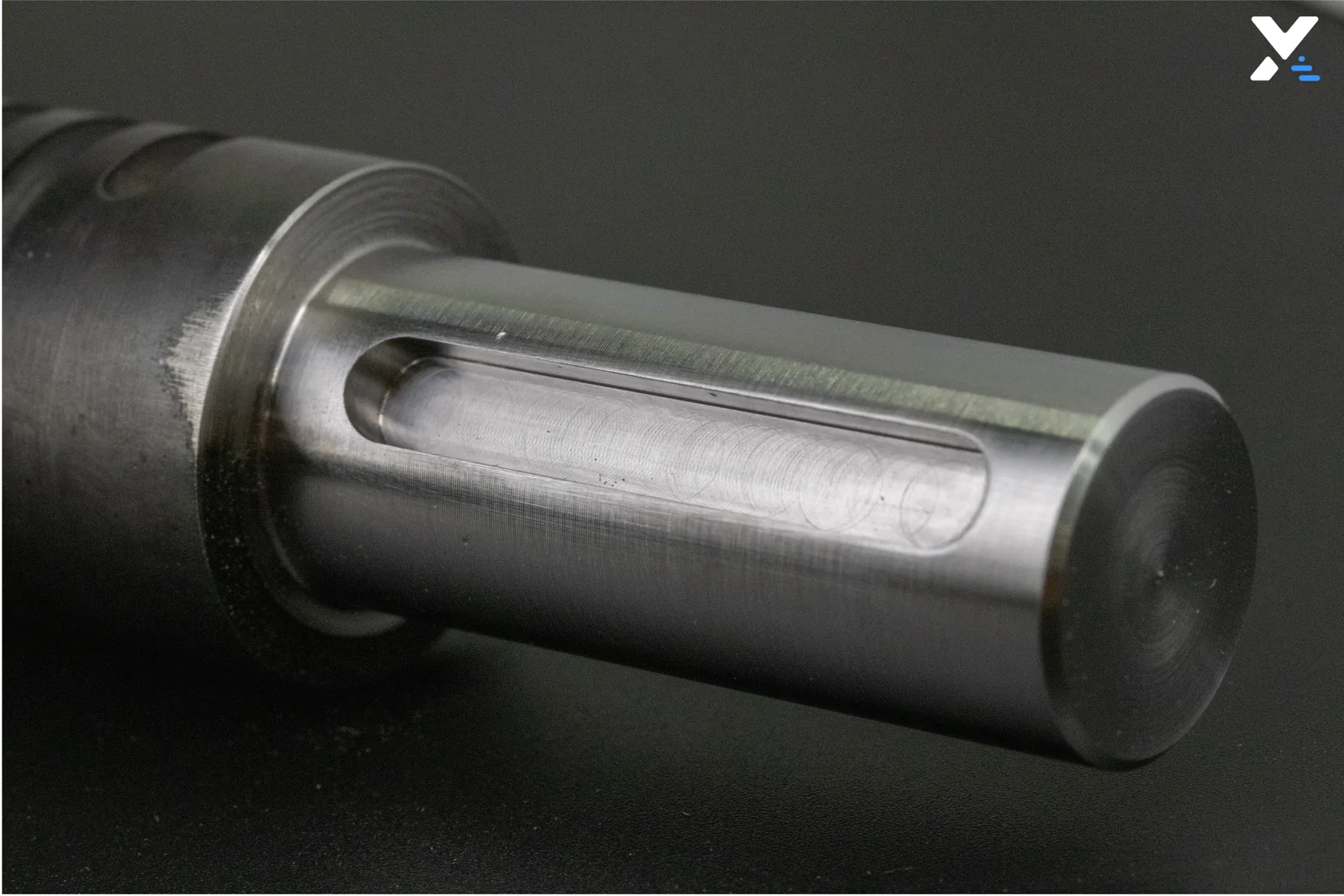
24-Hour Inconel 718 Coating Repair for an Undersized Spindle
How Exafuse recovered an undersized machined spindle feature by applying a targeted Inconel 718 LMD coating, leaving machining allowance and enabling dimensional recovery.

Case study
130 mm Bombenbohrer LMD Build-and-Coat Workflow: From Powder to Functional Drill
Exafuse publicly showed a 130 mm "Bombenbohrer" drill workflow in which Laser Metal Deposition (LMD) was used for both part fabrication and final surface coating.
Case study
Turbo Generator Rotor Wedge Coating with LMD: Heat-Controlled CuNi2SiCr on Copper Substrate
Exafuse developed an LMD coating route for turbo generator rotor wedges where the coating challenge was not only wear and corrosion resistance. The route also had to protect a copper substra...
Case study
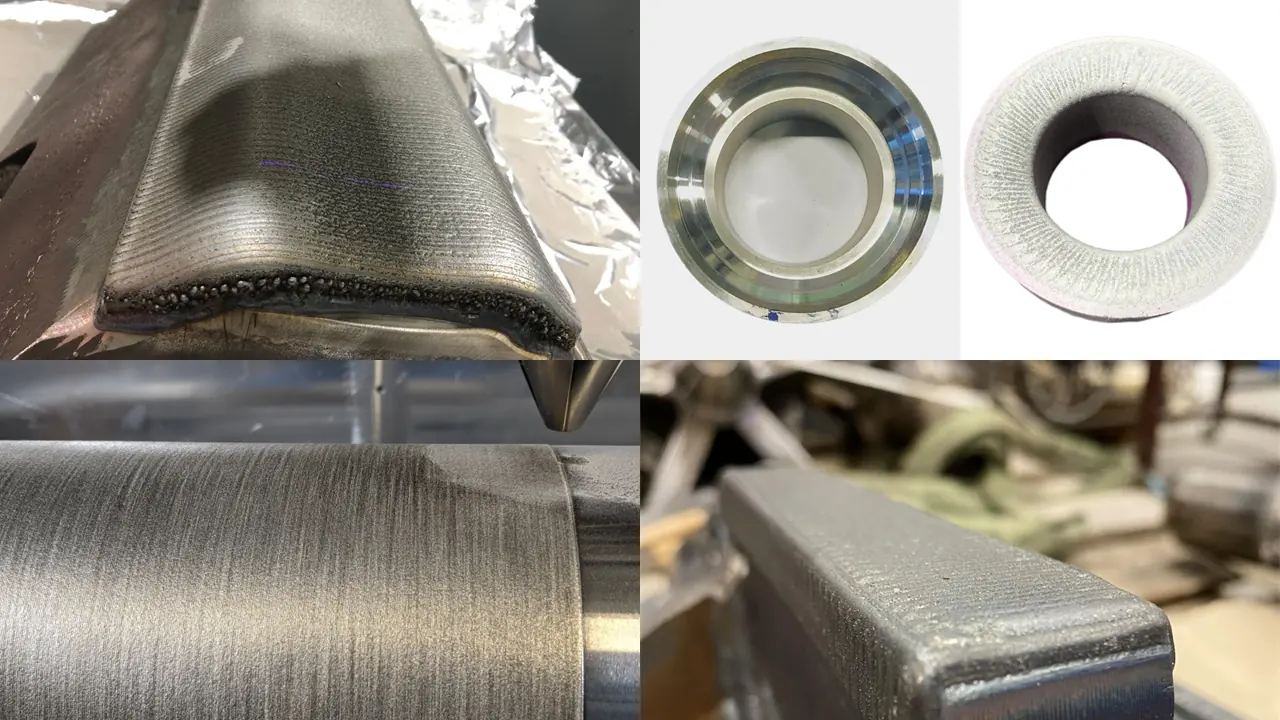
Duisburg Bridge Components with LMD: 750 kg+ Nodes and Handrails from CAD to Validated Production
Exafuse manufactured more than 750 kg of metal components for a pedestrian bridge project in Duisburg using Laser Metal Deposition (LMD). The scope included structural nodes, also described...
Next action
Move from proof to your own part.
Compare public proof with your own part, then choose the most practical next step.
For cases where the problem is clear but the service, process or next step is still open.
Business caseCompare repair with replacementUseful when replacement cost, lead time or downtime drives the decision.
Material screenScreen alloy directionStarts from wear, corrosion, temperature, base material and target surface.
Direct contactRequest a Teams or phone callBest for NDA questions, unclear data or urgent cases that need a short conversation first.