Service / Laser cladding
Protect working surfaces with metallurgically bonded metal layers.
This page is for buyers starting from wear, corrosion, oxidation, sliding contact, hot wear or a defined surface zone that needs a better material response.
Cladding fit
The coating route starts with the failure mode, not with a favorite powder.
Laser cladding is the LMD use case for local surface improvement. A high-energy laser creates a melt pool, metal powder is fed into the pool, and a dense metal layer bonds metallurgically to the substrate. The project starts with the failure mode, then moves into alloy family, layer plan, finishing and validation.

Failure mode route
Map damage to alloy family, layer strategy and proof.
A serious coating recommendation pairs the material direction with the validation route. The same alloy family can behave differently depending on substrate, dilution, finishing and service conditions.
Wear and abrasion
Fe-based, Co-based or hard-phase strategies may be considered depending on toughness, crack risk, impact and finish requirements.
Open related page
Impact tooling
Forging hammer proof connects local repair, metallurgical bond, wear resistance and impact toughness instead of treating hardness alone as the answer.
Open related page
Corrosion or oxidation
Ni-based or chemistry-driven overlays can be evaluated when environment, temperature and media compatibility dominate the decision.
Open related page
Copper substrate coating
Rotor wedge proof shows why copper-substrate cladding needs absorption planning, temperature monitoring, coating uniformity and validation.
Open related page
Tribology and sliding contact
Material choice, surface finish, dilution and post-machining are discussed together because the functional surface is the product.
Open related page
Custom surface function
Public drill proof includes an anti-magnetic, wear-resistant final coating from a tungsten-carbide-containing alloy. Treat named surface functions as review inputs, not automatic material prescriptions.
Open related page
Hard wear coating
Public valve seat ring proof shows preheating plus LMD coating with a wear-resistant material where crack-risk control is part of the process chain.
Open related pageBuild-and-coat proof
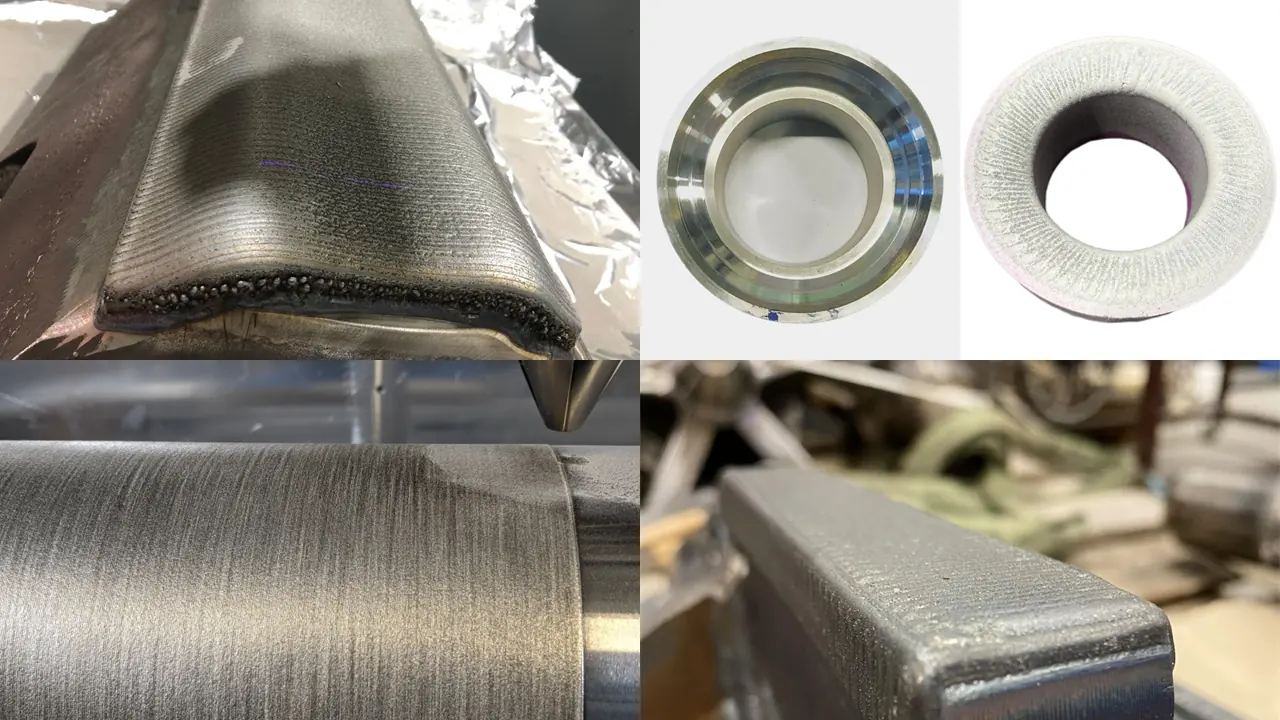
A 130 mm drill story shows coating as part of the LMD workflow.
Exafuse publicly showed a 130 mm "Bombenbohrer" drill where LMD was used for both part fabrication and final wear-resistant anti-magnetic coating from an alloy containing tungsten carbide. The useful cladding lesson is to plan geometry, surface function, finishing and inspection together.
Copper-substrate proof
Turbo generator rotor wedges show why heat management is part of coating design.
The rotor wedge case study uses a CuNi2SiCr LMD coating route on a copper-substrate component context. The buyer lesson is that surface performance, substrate integrity, preheating or absorption strategy, monitoring, finishing and inspection must be planned together.
Valve seat ring proof
Hard wear-resistant coatings need process-chain control.
A public Exafuse proof story shows valve seat rings going from oven preheating into LMD coating with a highly wear-resistant material. The exact material stays confidential; the buyer lesson is heat management, crack-risk planning, finishing and inspection.
High-impact tooling proof
Forging hammer repair links cladding logic with repair economics.
The forging hammer case study shows LMD-enhanced repair for local high-impact wear zones, including thick reinforcement layers, material strategy, bond quality, finishing and inspection logic. The lesson is not a blanket claim that every hammer or tool can be restored.

Article snapshots
Read the cladding articles connected to this service.
These articles cover when laser cladding beats conventional coatings, how alloy selection works and how failure modes map to layer and inspection choices.
Proof and FAQ
Coating proof paths and direct answers.
Use these snapshots to compare examples, material logic, coating limits and inspection expectations before requesting a recommendation.
Coating recommendation
Send the failure mode, base material and surface zone.
Exafuse can review the likely alloy and layer strategy. Final feasibility depends on substrate, geometry, finishing, inspection and service conditions.