Gears, pinions and toothed parts
Steel build-up, tooth-profile restoration, machining allowance and inspection planning for local tooth or spline damage.
Materials
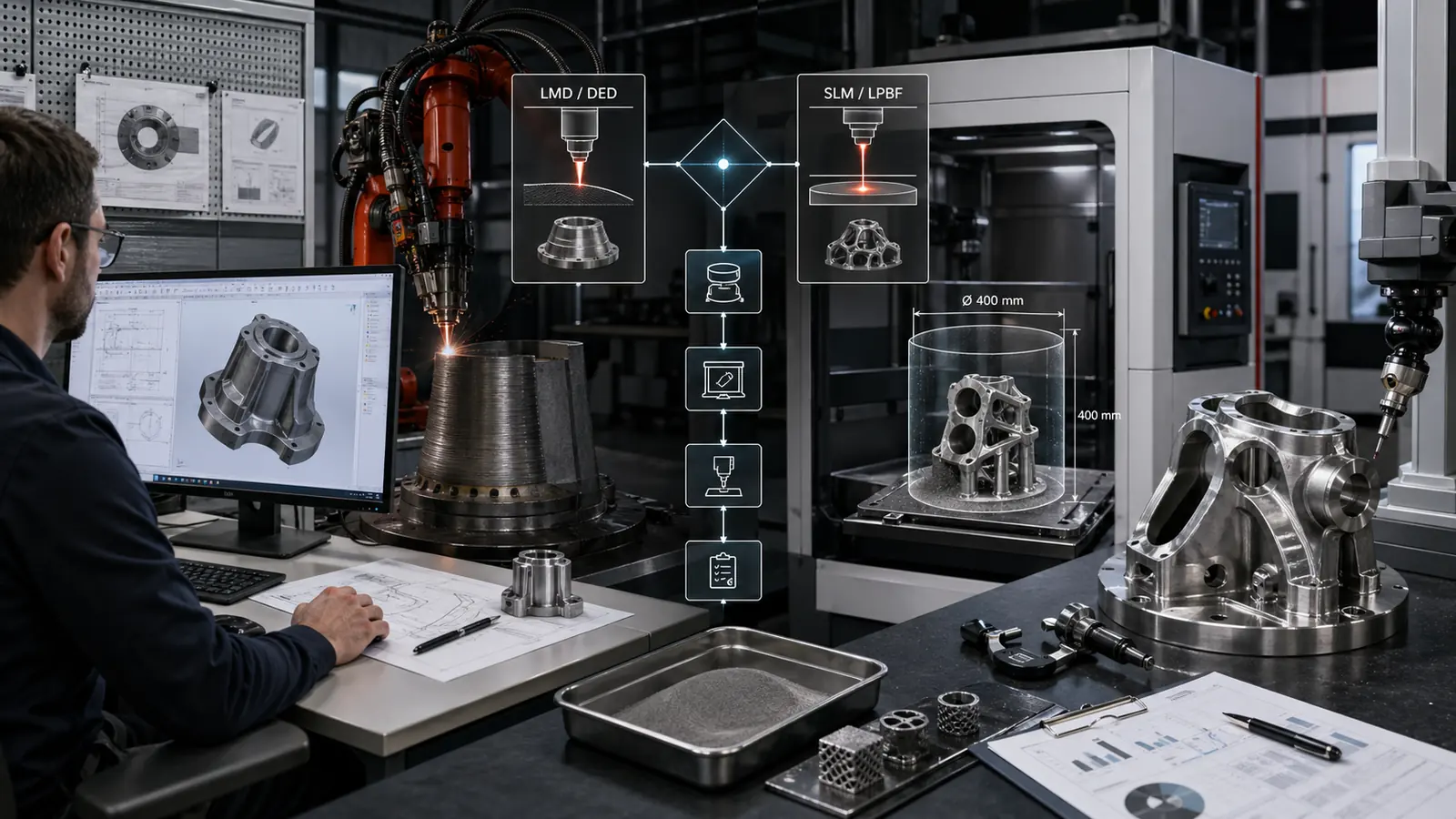
For LMD, SLM / LPBF and laser cladding, material selection follows the failure mode, substrate, geometry, temperature, corrosion media, wear mechanism and inspection plan.

Material families
Material decisions are strongest when they are tied to operating conditions, substrate compatibility, dilution risk, finishing needs and inspection scope.
Often relevant for steels, stainless build-up, selected wear cases and cost-sensitive industrial parts. Public examples include 316L, 4116, H500 and PH-14.
Open related page
Often relevant for corrosion, oxidation, heat exposure, strength and selected high-performance duties. Public examples include Inconel 625, Inconel 718, C276, C282 and C939.
Open related page
Often relevant for severe wear, sliding contact, hot wear and tribological performance. Public examples include Triballoy 400, Triballoy 800, S6 and S12.
Open related page
Useful where abrasion dominates and the substrate, dilution, toughness and finishing plan support it. Public drill proof includes a tungsten-carbide-containing final coating.
Open related pageMaterial capability matrix
The names below show material experience and buying-language coverage. They are not a promise that every grade is stocked, qualified or suitable for every substrate. Exact laser spot size, powder feed, travel speed, layer strategy and heat route stay project-specific.
| Family | Named examples | Typical use discussion | Best-fit route |
|---|---|---|---|
| Fe-based, stainless and specialty steel | 316L, 4116, H500, PH-14, FeCrV15Ni6 | General stainless build-up, steel repair, selected wear surfaces, corrosion-aware industrial parts and cost-sensitive routes. | LMD build-up, repair, modification, selected cladding and SLM / LPBF review where geometry justifies it. |
| Ni-based and Inconel-class | Inconel 625, Inconel 718, C276, C282, C939, Ni-based alloys | Corrosion, oxidation, heat exposure, high-temperature strength, demanding wear-corrosion combinations and multi-material thermal designs. | LMD manufacturing, cladding, multi-material LMD and compact SLM / LPBF parts after alloy and inspection review. |
| Co-based and tribology | Triballoy 400, Triballoy 800, S6, S12 | Sliding contact, galling, hot wear, valve-seat-type surfaces and tribological performance where cost and machinability are acceptable. | Laser cladding, local surface reinforcement and repair-plus-protect routes. |
| Copper and conductivity | Cu 99.95%, CuNi3Si and copper-alloy coating discussions | Conductivity, cooling function, copper-part repair, copper-substrate coating and compatible material transitions. | Project-specific LMD / cladding review with heat management, monitoring and substrate compatibility planning. |
| Carbide and hard-particle routes | Tungsten-carbide-containing systems, WSC and other hard-particle coating routes | Severe abrasion, cutting or drilling surfaces, mining and tooling wear, and cases where hardness must be balanced against toughness. | Laser cladding and LMD build-and-coat workflows with microscopy, hardness context and crack-risk review where required. |

Problem-to-material routes
These guides connect material families to practical buyer problems. They are application guides or research topics unless a specific Exafuse customer case is named on the page.
Steel build-up, tooth-profile restoration, machining allowance and inspection planning for local tooth or spline damage.
Heat, wear, toughness, crack-risk and post-machining logic for local die or tool repair.
Corrosion, scoring, seal-land condition, final grinding and tribology-focused coating routes.
Corrosion, erosion-corrosion, cavitation and media-driven alloy selection for local cladding.
Abrasion, scoring, diameter restoration, heat input, coating uniformity and final grinding.
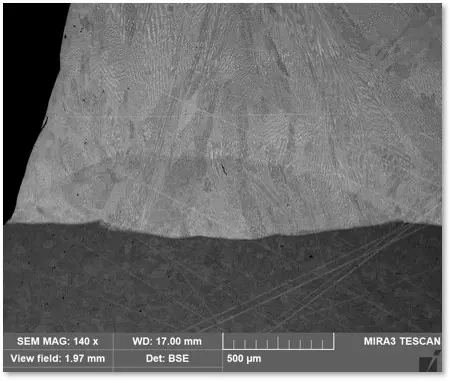
Porosity investigation and graded-material pipe work show how research can support material and quality decisions.
2024 material proof point
Exafuse's public 2024 material post gives buyers a more concrete view of material breadth: high-volume 316L work plus advanced alloy routes for heat, corrosion, wear, conductivity and specialty steel applications.
Inconel 625, Inconel 718, C276, C282, C939 and Ni-based alloy discussions start from media, temperature, substrate and inspection scope.
Open related page
Triballoy 400, Triballoy 800, S6, S12, FeCrV15Ni6 and WSC belong in failure-mode discussions around wear, hot wear, sliding contact or abrasion.
Open related page
Cu 99.95% and CuNi3Si are relevant where conductivity, cooling function, copper-part repair or compatible transitions are part of the question.
Open related pageCopper-substrate proof
The turbo generator rotor wedge case study gives a concrete copper-substrate coating story: CuNi2SiCr coating context, surface preparation, heat management, monitoring and batch thinking. Treat it as a proof route, not a universal copper coating prescription.
Tungsten-carbide-containing proof
Exafuse publicly showed a 130 mm "Bombenbohrer" drill where LMD was used to fabricate the part and apply a final wear-resistant anti-magnetic coating from an alloy containing tungsten carbide. The value for buyers is not a generic material recipe; it is the link between surface duty, substrate, finishing and validation.
Hard coating proof
A public Exafuse laser cladding proof story coated valve seat rings with a highly wear-resistant material after oven preheating. The exact material is confidential, so the website should use this as process-chain proof, not as a public alloy prescription.
Impact-wear proof
Exafuse has publicly described LMD-enhanced forging hammer work using application-specific alloy logic. For high-impact tooling, the alloy route must balance wear resistance with toughness, crack risk, dilution, substrate compatibility and final machining.

Multi-material proof
One public Exafuse proof story used Inconel 625 for the inner structure of a water-cooled nozzle design and Inconel 718 for the outer structure and cooling ribs. The value is not just the alloy names; it is the link between material zone, geometry, thermal function and validation plan.
SLM / LPBF design logic
For SLM / LPBF, the alloy shortlist is only useful when build orientation, support strategy, depowdering, internal channels and finishing access are considered at the same time.
Selection map
The fastest route to a useful recommendation is a clear description of substrate, failure mode, environment and required evidence.