Hard wear-resistant coatings are not only a powder decision. Ring geometry, substrate condition, thermal route, layer strategy, finishing allowance and inspection decide whether a laser-cladded surface is useful.
This anonymous proof story covers LMD / laser cladding of a Co-based wear-resistant coating on two ring geometries: a valve seat ring with a steep coating zone and a wear ring with a flatter groove-style coating area. The project record identifies Triballoy 400 as the coating material.

Case snapshot
| Component class | Valve seat rings and wear rings |
|---|---|
| Function | Local wear-resistant working surface where the ring face or groove carries the value |
| Route | Laser Metal Deposition / laser cladding |
| Coating material | Co-based wear-resistant coating; Triballoy 400 in the project record |
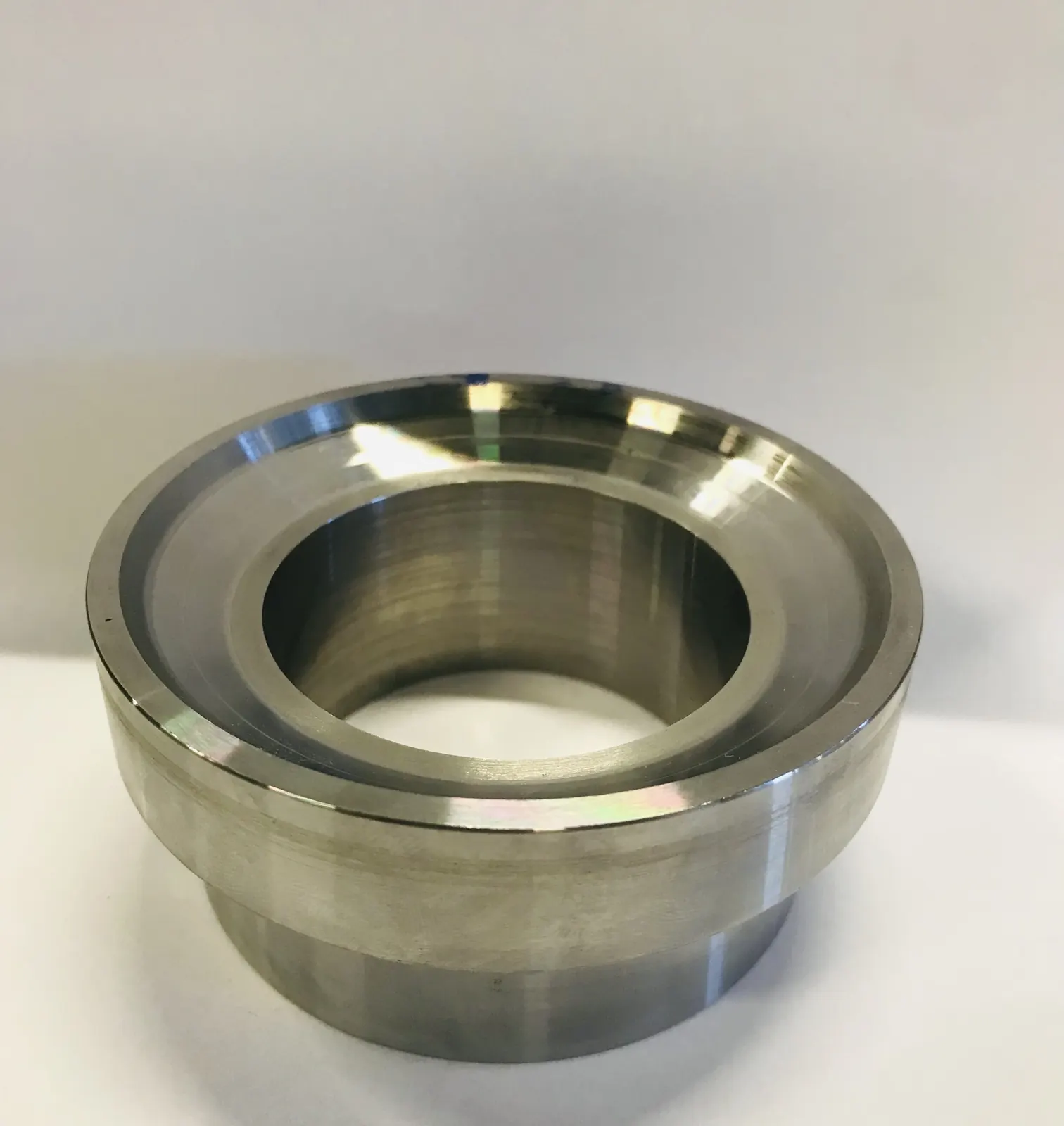
| Valve seat geometry | Approx. 86 mm outer diameter, 55 mm inner diameter, 11 mm coating width, target coating around 2.5-3 mm |
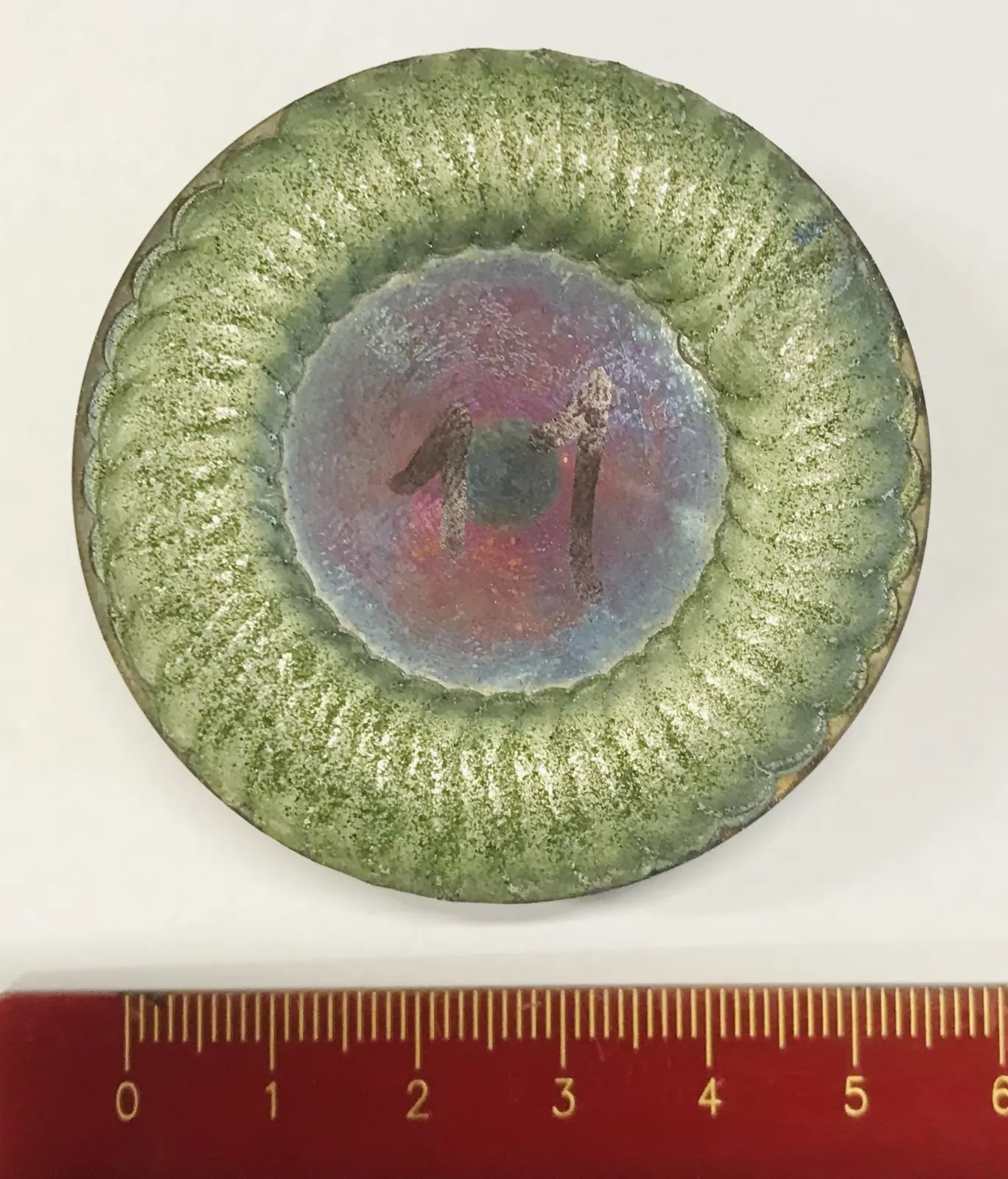
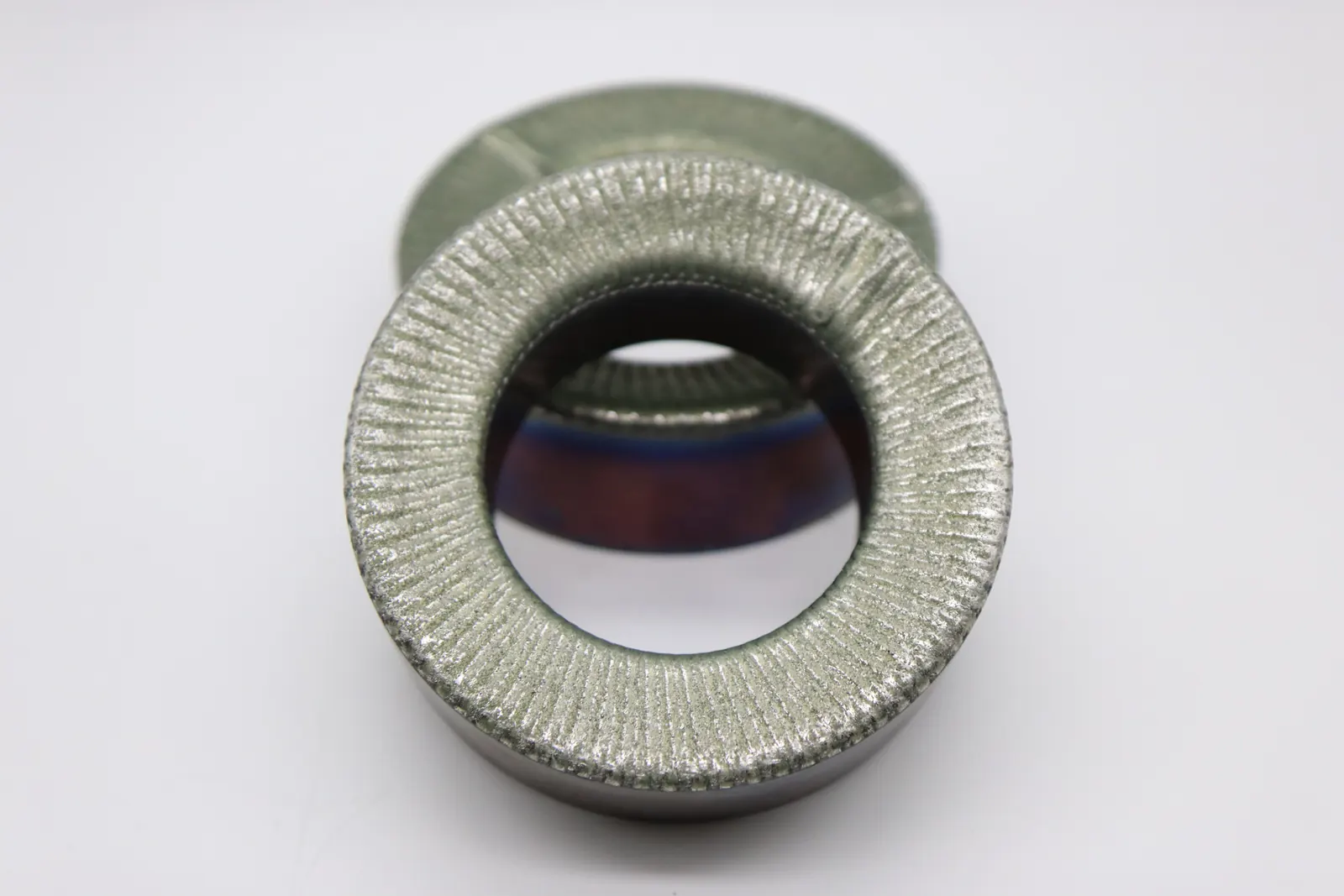
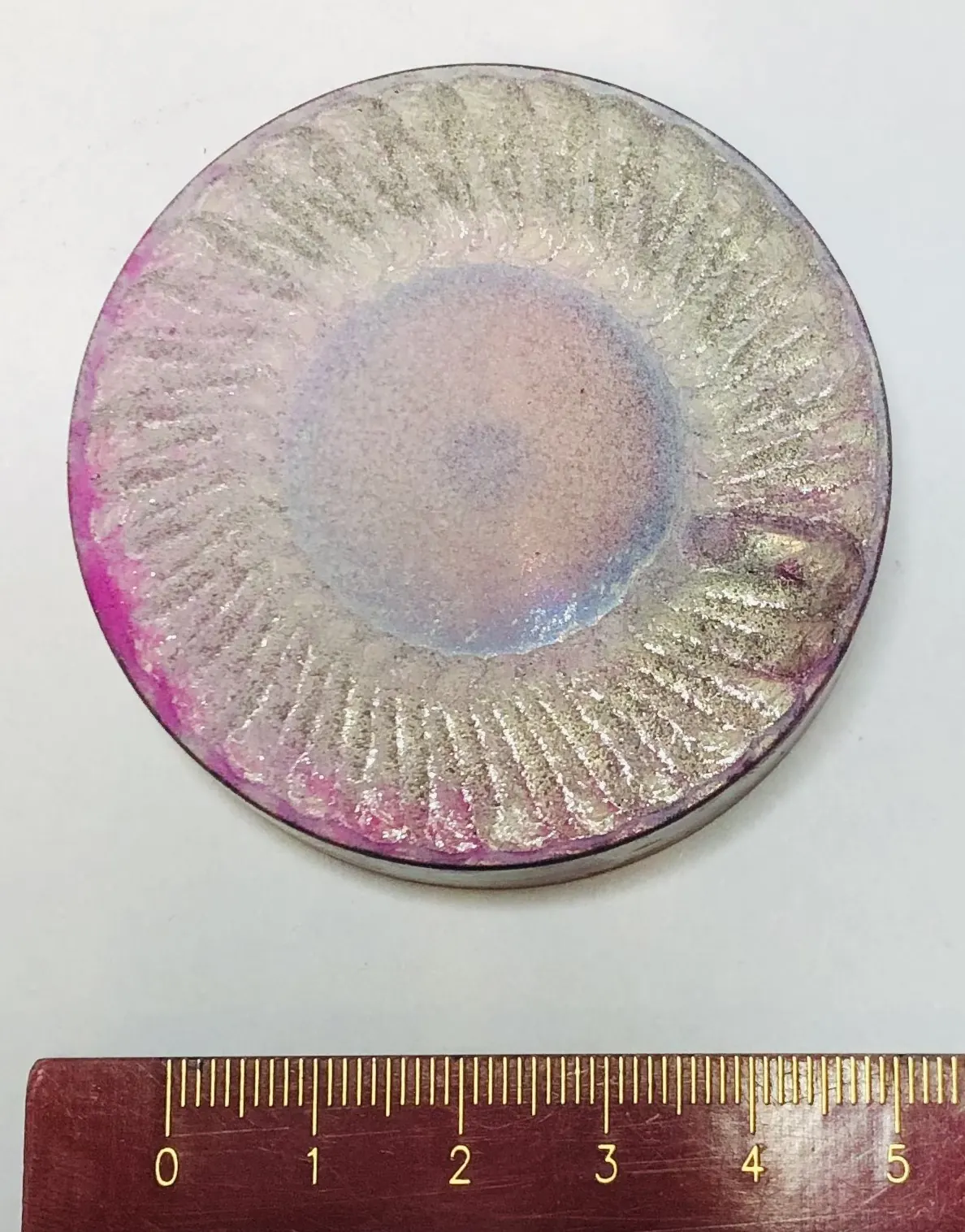
| Wear ring geometry | Approx. 55 mm outer diameter, 33 mm inner diameter, 8.5 mm coating width, target coating around 1.5 mm |
| Main risk | Cracking and porosity from hard-material behavior, thermal stress and closing geometry |
| Evidence route | Process screening, controlled preheating, powder-rate and travel-speed review, layer planning, visual review and dye inspection |
Why this is a useful cladding example
Valve seat rings and wear rings concentrate value in a local working surface. A buyer does not always need a new part when the technical question is whether a wear-resistant layer can be applied to the correct ring zone and then finished or inspected as required.
The case is also useful because it shows the limits of simple hardness thinking. A hard tribology material can still fail the project if thermal stress, powder delivery, path closing or layer strategy are not controlled. For this reason, Exafuse frames hard cladding work as a process-chain review, not as a powder-name shortcut.
Starting condition and geometry
The two rings created different deposition problems. The valve seat ring required a controlled route on a steeper coating profile. The wear ring used a flatter groove-style surface where filling and surface uniformity mattered.
Process variables reviewed
The project reports evaluated the influence of laser power, powder feed, travel speed, spot size, preheating and layer count. Exact settings are handled as controlled project data. The useful customer lesson is still clear: preheating alone did not solve crack risk. Powder rate, travel speed, layer strategy and closing behavior also changed the result.
Later screening on the wear ring showed that a lower powder-feed direction combined with moderated deposition speed and controlled preheating could reduce visible cracking and porosity in dye testing. That is a process-development lesson, not a universal setting that can be copied onto every ring.
Dye inspection made the result visible
Dye penetrant inspection is valuable in this story because it turns crack and pore risk into a visible review step. In the available media, the valve seat ring and final wear-ring condition are shown after dye testing without visible cracks or pores in the photographed condition.
What buyers should send for a similar review
- Photos of the ring, working surface, groove, seat or worn zone.
- Drawing or CAD with outer diameter, inner diameter, coating width and target layer height.
- Base material and any required coating material, if already specified.
- Failure mode: sliding wear, abrasive wear, hot wear, corrosion or mixed duty.
- Required final machining, grinding, sealing surface or fit condition.
- Inspection needs such as dye testing, microscopy, dimensional check or documentation.
The right decision is not only whether a hard coating can be deposited. The useful decision is whether geometry, material, heat route, layer plan, finishing and inspection can be combined into a controlled coating workflow.
Request a cladding review or start with the material selector.