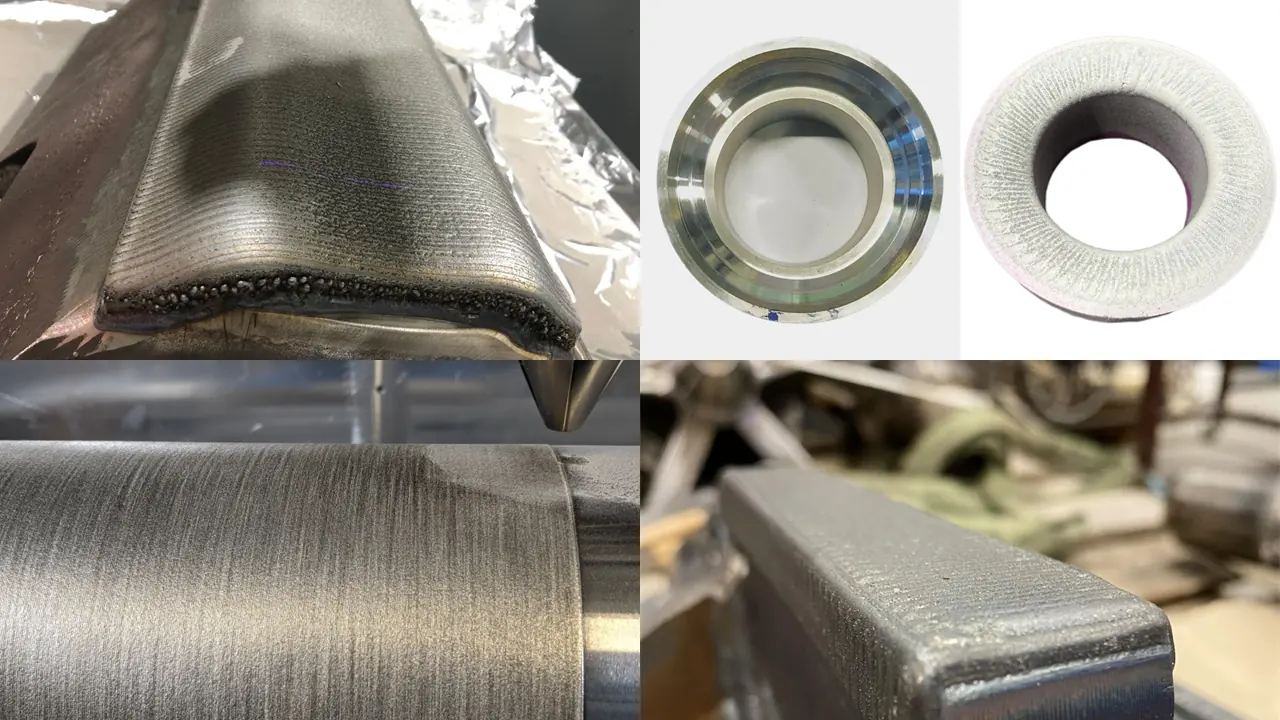
Laser cladding can be evaluated for rods, shafts and sliding surfaces when the surface damage is local, the base part is still valuable and the final surface can be ground, polished and inspected. This page is a generalized application guide for cylindrical and sliding-duty components.
Part types this guide covers
This guide is relevant for cylindrical or sliding-duty parts where surface condition controls sealing, bearing, corrosion resistance or wear life.
Typical part names include:
- hydraulic rods;
- piston rods;
- cylinder rods;
- ram rods;
- guide rods;
- shafts;
- plungers;
- bearing journals;
- seal lands;
- sliding sleeves;
- cylindrical wear surfaces.
For these parts, the useful question is whether a damaged or vulnerable surface can be rebuilt or protected without replacing the whole component.
Problems that can make laser cladding relevant
Laser cladding can be worth evaluating when the surface problem is defined:
- corrosion pits;
- scoring or scratches;
- seal-surface damage;
- local diameter loss;
- fretting or sliding wear;
- mixed corrosion and wear;
- damaged bearing journal or guide surface;
- a legacy coating route that does not provide the required bond or life.
The final surface usually needs grinding, polishing or machining after cladding. That finishing route must be planned before material is deposited.
Coating route
A rod or shaft coating project usually follows this logic:
- Review the base material, surface function, seal system and damage pattern.
- Decide whether replacement, grinding, sleeve repair, conventional coating or laser cladding is the best route.
- Define the area to coat and the finishing allowance.
- Select the material family around corrosion, sliding wear, toughness and substrate compatibility.
- Apply the clad layer locally with controlled heat input.
- Finish the surface to the required diameter, profile and surface condition.
- Inspect the surface and document the agreed acceptance criteria.
The most important buyer point is that cladding is not only a coating material. It is a process chain: substrate, layer, finish and release evidence.
Material direction and problem links
Material selection should follow the actual surface duty:
- corrosion or chemical exposure may point toward Ni-based discussions;
- sliding wear or tribology may point toward Co-based or tribology-focused routes;
- cost-sensitive steel repair may start with Fe-based options;
- hard-particle routes may be relevant only when abrasion dominates and toughness risk is acceptable.
Useful starting points:
- Materials overview for alloy-family context.
- Material selector for a first material-family direction.
- Corrosion and high-temperature alloy selection where environment drives the coating route.
- Failure modes to cladding solutions when the main issue is wear, corrosion or mixed damage.
- Laser cladding for the service route.
What must be verified
For rods, shafts and sliding surfaces, the acceptance criteria should be clear before quote.
Useful checks can include:
- base material confirmation;
- coated length and diameter;
- straightness and distortion sensitivity;
- final diameter and tolerance;
- required surface finish after grinding or polishing;
- coating bond and visible defect condition;
- hardness context where relevant;
- corrosion or wear evidence if required by the duty;
- documentation needed for maintenance release.
Surface roughness, corrosion performance and lifetime claims should only be published when actual data is available and approved.
When another route may be better
Laser cladding may not be the right route when:
- the rod is low value and replacement is faster;
- the substrate is deeply cracked, bent or structurally damaged;
- the part cannot be rotated, fixtured or finished accurately;
- the seal system requires a surface finish that cannot be reached economically;
- the damaged material condition cannot be verified;
- the required evidence is more expensive than replacement.
What to send for review
Send photos of the rod or shaft, base material if known, diameter, coated length, damaged-zone dimensions, seal or bearing function, required final surface condition, operating environment, corrosion media if relevant, quantity, deadline and inspection requirements.
CTA
Send rod, shaft or sliding-surface details for a cladding and finishing route review.