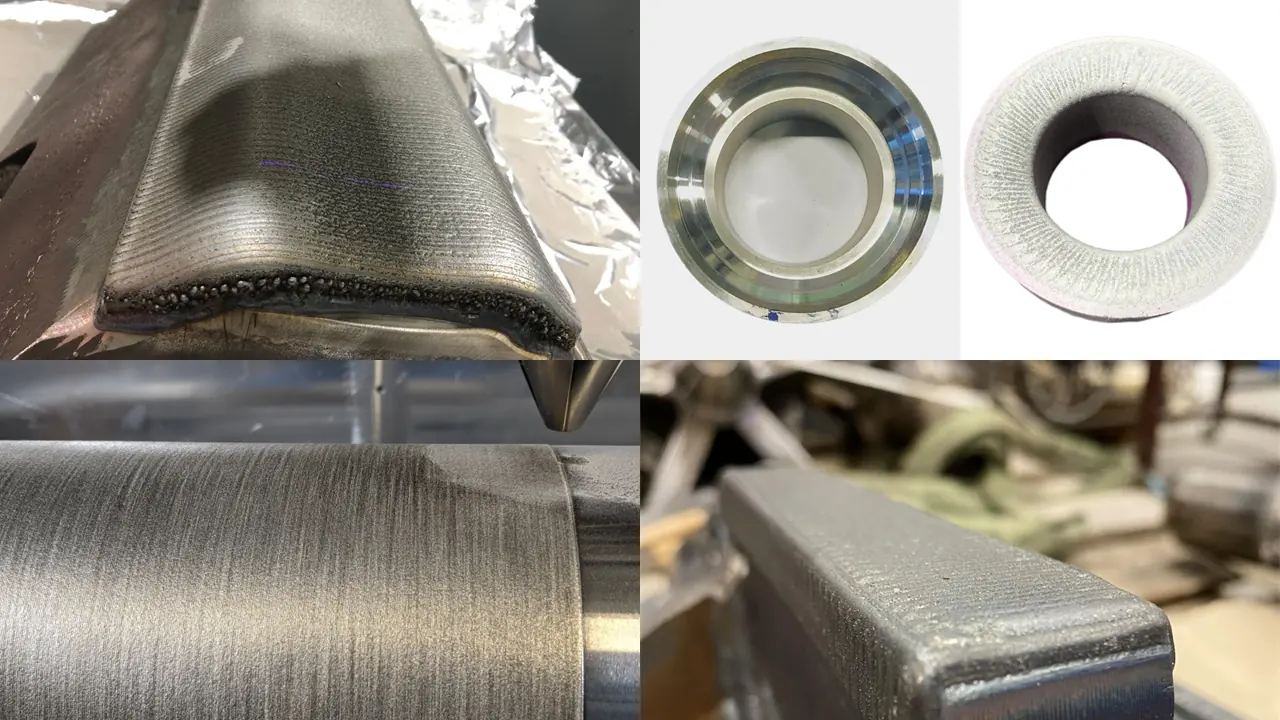
Laser cladding can be evaluated for large rollers, rolls and cylindrical wear parts when the working surface is the problem, the component body still has value and the part can be handled, rotated, finished and inspected. This page is a generalized application guide for cylindrical wear parts.
Part types this guide covers
This guide is relevant for cylindrical industrial components where wear, scoring, corrosion or diameter loss drives maintenance pressure.
Typical part names include:
- large rollers;
- process rolls;
- conveyor rolls;
- drums;
- shafts;
- sleeves;
- bearing journals;
- guide rolls;
- press rolls;
- cylindrical wear surfaces.
The common question is whether the surface can be rebuilt or protected locally while keeping the core component in service.
Problems that can make cladding relevant
Laser cladding can be worth evaluating when:
- the roller surface has predictable wear;
- scoring affects the working diameter;
- corrosion attacks a defined surface zone;
- the surface needs a harder or more corrosion-resistant layer;
- diameter loss can be corrected with deposition and final grinding;
- replacement would create high downtime, long lead time or avoidable waste.
Large cylindrical parts also create practical handling questions. Weight, diameter, length, rotation, fixturing and finishing capacity must be checked before feasibility can be judged.
Coating route
A roller or roll cladding review normally follows this process:
- Review the part size, weight, surface duty and failure mode.
- Check whether the part can be handled, fixtured, rotated and finished.
- Define the coated zone and final diameter target.
- Select the material family around abrasion, sliding contact, corrosion, temperature and substrate compatibility.
- Plan deposition sequence and heat input to manage distortion risk.
- Machine or grind the coated surface to the required finish.
- Inspect geometry, surface condition and agreed coating evidence.
The coating plan should be tied to the final surface requirement. A rough protective layer and a precision roll surface are different projects.
Material direction and problem links
Material selection should follow the dominant surface problem:
- abrasion or scoring may point toward Fe-based or carbide-reinforced routes;
- sliding contact and galling may point toward tribology-focused routes;
- corrosion or hot corrosion may point toward Ni-based or Co-based logic;
- mixed duty requires a tradeoff between hardness, toughness, dilution, crack risk and finishing.
Useful starting points:
- Materials overview for material-family routing.
- Material selector for an early coating direction.
- Failure modes to cladding solutions for wear, corrosion and mixed-damage mapping.
- Inspection stack for LMD and cladding for dimensional, coating and documentation planning.
- Laser cladding for the service route.
What must be verified
For large rollers and cylindrical wear parts, feasibility depends on more than the coating material.
Useful checks can include:
- overall diameter, length and mass;
- handling and rotation route;
- base material and prior coating or repair history;
- coated area and target thickness;
- final diameter and tolerance;
- surface finish after grinding or machining;
- distortion risk;
- crack condition and visible defects;
- coating bond and layer condition where required;
- inspection and documentation route.
Do not publish roller dimensions, weights, coating life or service-life improvements unless approved for a specific project.
When another route may be better
Laser cladding may not be the right route when:
- the entire roller body is structurally damaged;
- the part cannot be rotated or finished safely;
- replacement is cheaper than handling and qualification;
- the required surface finish cannot be achieved after coating;
- the base material or previous coating is unknown;
- the coating zone is inaccessible or the part is too distorted.
What to send for review
Send photos, drawing or CAD, diameter, length, approximate weight, base material, current damage, required final diameter, required surface finish, coating zone, operating environment, replacement lead time and inspection requirements.
CTA
Send roller, roll or cylindrical part data for a cladding and finishing route review.