Laser cladding is strongest when a component needs a dense metallurgical layer on a defined wear or corrosion zone. It is less suitable when a very thin cosmetic coating, large low-cost area coverage, or no heat input at all is required.
For industrial buyers, the practical question is not "Which coating sounds strongest?" It is whether the surface failure mode, substrate, access, finishing route and inspection scope make a metallurgically bonded laser-clad layer the right route.
When laser cladding is a good fit
Laser cladding is worth evaluating when the working surface is the problem and the base component is still valuable.
Typical fit cases include:
- valve seats, rings, sealing lands, shafts, rollers, tools, pump components or local wear zones;
- abrasion, erosion, sliding contact, hot wear, corrosion or mixed wear-corrosion damage;
- a need for a metallurgical bond rather than a mechanically attached coating;
- local surface rebuild and protection instead of full replacement;
- a part that can be finished and inspected after coating.
Public proof: forging hammer impact-wear reinforcement
Exafuse has publicly described LMD-enhanced forging hammer work where high-impact wear, local reinforcement, metallurgical bonding and application-specific alloy strategy are the core story. For laser cladding buyers, this is useful because it shows that wear protection is not only a smooth coating question. Some surfaces need a tougher repair-and-protect route for repeated impact duty.
The safe takeaway is that forging hammers and similar tooling can be evaluated when the damaged zone is local, the base tool is still viable and the repaired surface can be finished and inspected. It should not be presented as a universal service-life multiplier or a guarantee that every impact tool can be restored.
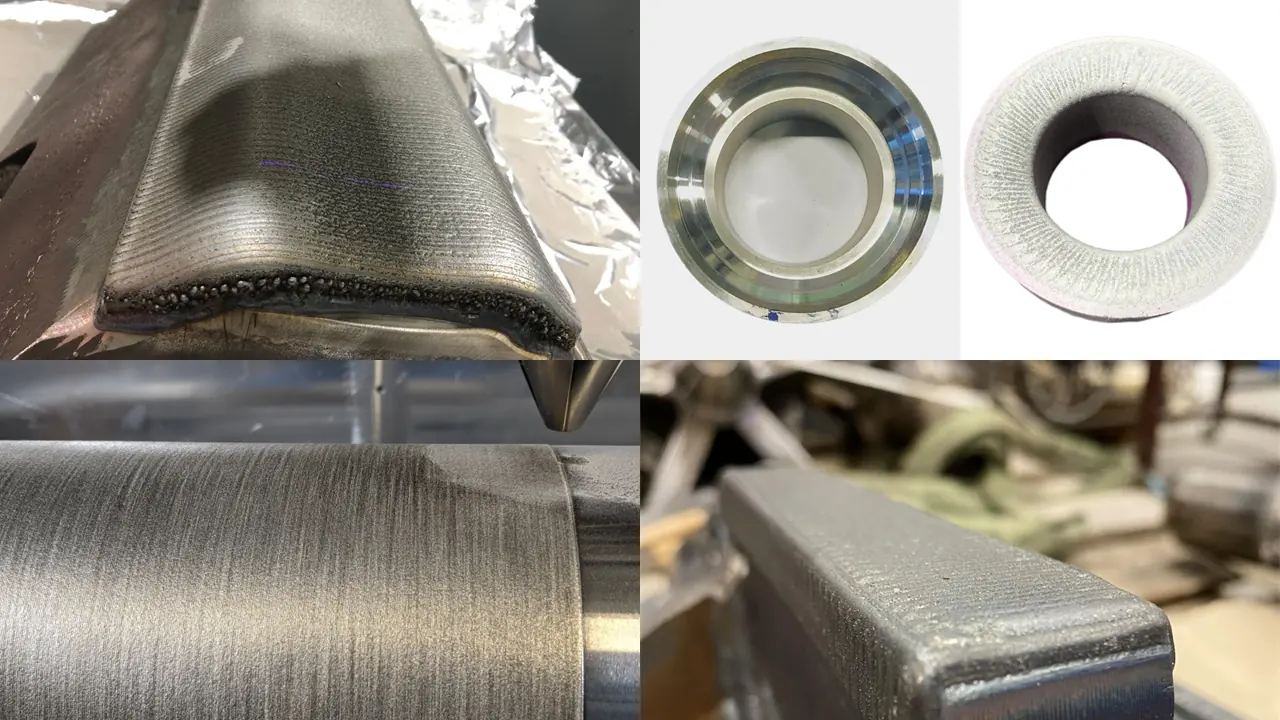
Public proof: valve seat ring wear coating
Exafuse has publicly shown a valve seat ring coating workflow using LMD: preheating in an oven, then controlled coating inside the LMD machine with a highly wear-resistant material. The exact material was intentionally not disclosed publicly.
This proof story is useful because valve seat rings represent a clear coating problem: the working surface needs wear resistance, but the final route has to manage hard-material crack risk, substrate behavior, heat input, finishing and inspection.
The safe takeaway is specific. Exafuse has shown a crack-controlled valve seat ring laser cladding example. That should not be stretched into a universal promise that every hard coating, substrate or geometry will be crack-free without review.
Public proof: integrated build-and-coat drill workflow
Exafuse has also publicly shown a 130 mm "Bombenbohrer" drill proof where LMD was used for both part fabrication and final surface coating. The coating was described as wear-resistant and anti-magnetic, from an alloy containing tungsten carbide.
For laser cladding buyers, the useful lesson is that coating can be part of a complete LMD route rather than an isolated last step. The geometry, surface function, coating material, finishing and inspection plan should be reviewed together.
What laser cladding is
Laser cladding is part of the LMD / DED-LB/M process family. A laser creates a local melt pool on the part surface, and metal powder is fed into that melt pool. The new material bonds metallurgically to the substrate.
That bond is the reason laser cladding is often considered for high-load industrial surfaces. It also means that substrate, dilution, heat-affected zone and residual stress matter. A coating cannot be judged only by the powder name or hardness target.
Where it can beat conventional coating choices
Laser cladding can be attractive when the buyer needs:
- local deposition only where the damage occurs;
- stronger bond logic than a purely mechanical surface deposit;
- a defined layer thickness and finishing allowance;
- rebuild plus protection in one route;
- material selection by failure mode rather than catalog coating language.
It may be weaker than other routes when the surface area is very large and low-cost, the coating is purely cosmetic, the part cannot tolerate heat input, or the required layer is non-metallic.
Material choice starts with the failure mode
Wear protection is not one material problem.
Abrasion may point toward Fe-based or hard-phase routes. Sliding contact may point toward tribology-focused options. Corrosion or high-temperature service may move the discussion toward Ni-based or Co-based logic. Hard coatings can be useful, but hardness is not a complete release criterion.
For hard wear-resistant coatings, the material decision must include:
- base material compatibility;
- dilution sensitivity;
- crack risk and toughness;
- service temperature and media;
- final machining or grinding;
- inspection and documentation.
Heat management and crack risk
Hard wear-resistant coatings can create cracking risk if the substrate, coating material, thermal cycle or geometry is not handled correctly. Preheating, cooling strategy, layer sequencing and finishing allowance can all matter.
The valve seat ring proof is useful because it shows the process chain rather than just the final part. Preheating was part of the public story. That does not mean preheating solves every coating risk. It means heat management belongs in the technical review before deposition starts.
Quality questions buyers should ask
Before selecting laser cladding, buyers should ask:
- What is the dominant failure mode?
- What is the base material?
- How will dilution affect final properties?
- Is crack risk being managed by material choice and heat strategy?
- What finishing is required for the functional surface?
- Which inspection method proves the acceptance criteria?
For some projects, dimensional inspection may be enough. For higher-risk coatings, metallographic preparation, microscopy, surface crack checks, hardness evidence or other agreed validation may be needed.
When laser cladding is not the right route
Laser cladding may not be the right choice when:
- the substrate is unknown or too damaged;
- the geometry cannot be accessed by the laser, powder stream or finishing tools;
- the coating has to be non-metallic;
- the part is cheap and replacement is faster;
- the buyer wants only a maximum hardness number without defining the failure mechanism;
- no acceptance criteria or inspection route can be agreed.
A good coating supplier should be willing to say when replacement, redesign, conventional welding, thermal spray or another route is more practical.
What to send for a coating recommendation
Send drawings or CAD if available, photos of the worn or functional zone, base material, dimensions, operating media, temperature, load/contact condition and the main failure mode. Include required final finish, tolerance, quantity, deadline and inspection expectations.
For valve seats or similar hard coating work, also send whether preheating, heat treatment, machining or grinding is allowed. If a material is already specified or confidential, state that early.
Recommended next steps
Start with:
- Laser cladding for the service route.
- Material selector for an early coating direction.
- Alloy selection for laser cladding for Fe-, Ni- and Co-based tradeoffs.
- Failure modes to cladding solutions for damage-to-layer mapping.
- Valve seat ring laser cladding for the hard wear-resistant coating proof story.
- Forging hammer LMD repair for high-impact wear and local reinforcement logic.
- CS13: 130 mm Bombenbohrer build-and-coat workflow for the integrated fabrication plus coating proof story.
- A30: Build-and-coat workflow guide for the general buyer framework.
- Metallurgical validation for bond, dilution, microstructure and crack-risk questions.
- RFQ builder to package the request.
FAQ
Is laser cladding the same as hardfacing?
Laser cladding belongs in the hardfacing and surface engineering family, but it uses a laser-created melt pool and powder-fed deposition. The important buyer difference is the local, controlled, metallurgically bonded layer.
Can laser cladding repair worn geometry and add wear resistance?
Yes, it can be evaluated for both. Some jobs restore lost material and then create a more wear-resistant surface. The final route depends on geometry, material, finishing and inspection.
Can one LMD workflow build a part and add a coating?
It can be evaluated. Exafuse has publicly shown a 130 mm drill proof where LMD was used to build the geometry and apply a final functional coating. Feasibility still depends on geometry, material compatibility, finishing and inspection.
Does laser cladding always avoid cracking?
No. Crack risk depends on substrate, coating material, heat input, dilution, geometry and cooling. Exafuse has shown a crack-controlled valve seat ring coating proof, but every hard coating job still needs technical review.
Is hardness enough to specify a coating?
No. Hardness is useful, but it does not prove bond integrity, toughness, crack condition, dilution control or service life by itself.
What should I send for a laser cladding review?
Send the base material, failed surface photos, dimensions, operating environment, failure mode, target surface condition, finishing requirements and inspection expectations.