Melt-pool monitoring in Laser Metal Deposition (LMD / DED-LB/M) is useful because the melt pool sits at the center of the process: laser energy, powder delivery, substrate condition, path strategy and local heat history meet in that small zone. For industrial buyers, the practical value is earlier process visibility, not an automatic promise that a finished part is defect-free.
The short answer
Melt-pool images can support process understanding, anomaly review and parameter development. They should be interpreted together with the part geometry, material route, finishing plan and inspection evidence. A stable-looking melt pool is a useful signal, but final release still depends on agreed quality checks.
Why the melt pool matters in LMD
LMD adds metal by creating a local melt pool and feeding powder into it. The shape, brightness, continuity and behavior of that zone can reflect whether energy input, powder flow, surface condition and track overlap are behaving consistently. If conditions drift, the downstream result can be inconsistent bead geometry, dilution changes, surface irregularity or higher defect risk.
What can be observed
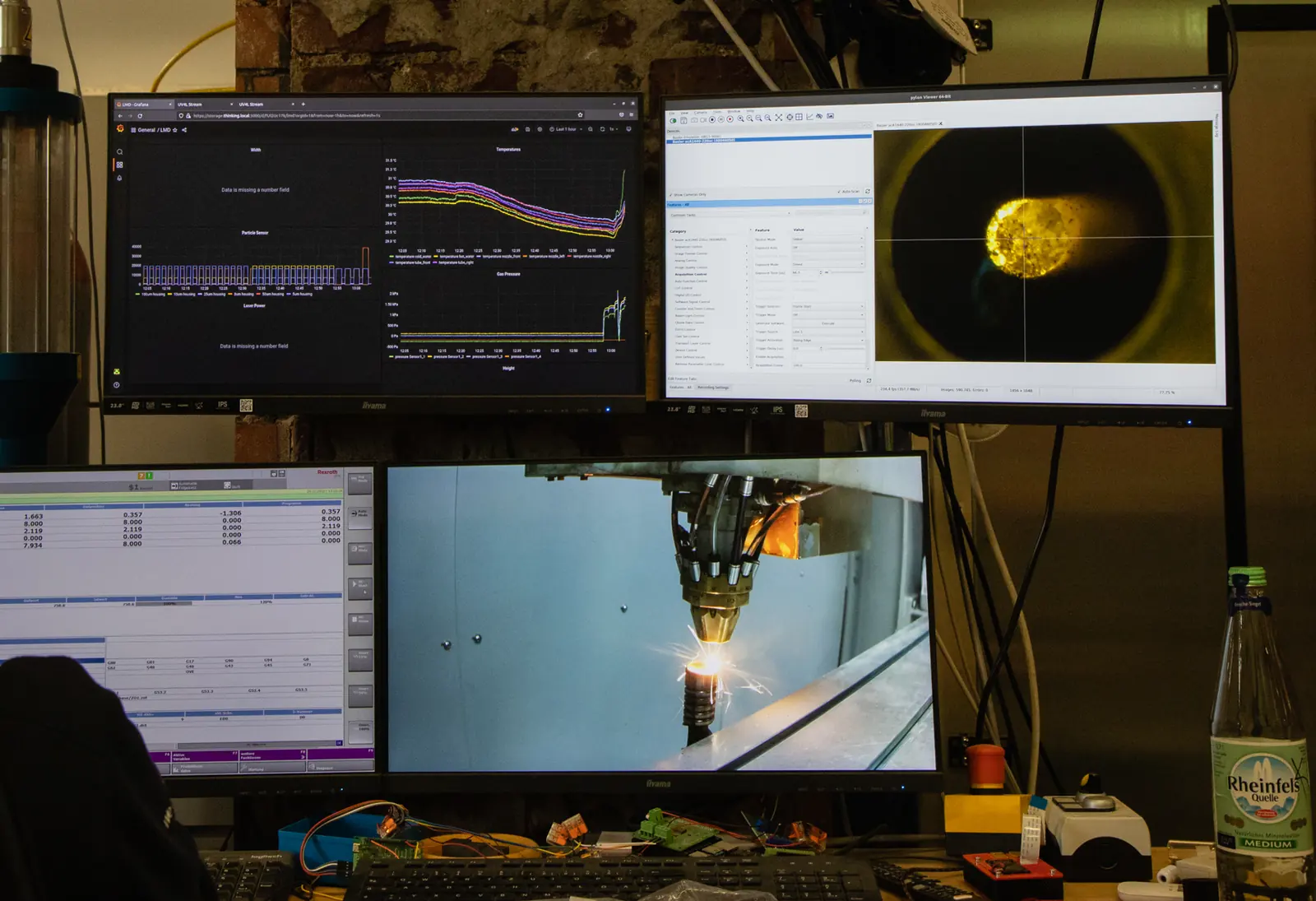
Image-based monitoring can look at melt-pool size, shape, intensity patterns, plume behavior, track continuity and changes between layers or zones. Other sensors may add thermal or machine-state context. The strongest interpretation comes when those signals are tied to the actual build plan instead of treated as isolated dashboard values.
Where monitoring helps most
Monitoring becomes especially useful in long builds, large parts, repair work and coating routes where heat accumulation, part orientation, access, substrate condition or geometry transitions can change the process window. It can help engineers review whether the process remained consistent enough to justify the next validation step.
What monitoring cannot prove by itself
Monitoring does not replace metallography, dimensional inspection, surface checks or agreed documentation. It also cannot prove a hidden defect is absent unless the monitoring method, detection logic and validation route have been qualified for that specific risk. Public claims should therefore stay conservative: monitoring supports quality understanding; it does not guarantee quality.
How Exafuse frames this research topic
Exafuse can discuss melt-pool monitoring as part of research, process development and industrial validation planning for LMD. The publication-ready message is that process images support better engineering decisions when they are combined with inspection and application context.
What to send if monitoring matters for your project
Send the part geometry, material, critical deposition zones, expected defect risks, finishing requirements and release criteria. If monitoring data needs to be part of the documentation package, define that expectation before the quote so the project route can be planned realistically.