Machining errors do not always have to become scrap. When a high-value cylindrical feature is machined undersize, the practical question is whether material can be added back locally, then machined to the required final dimension.
In this repair case, a spindle or cylindrical distributor feature had a local diameter problem after machining. Exafuse applied a targeted Inconel 718 coating by Laser Metal Deposition over an 85 mm length, leaving machining allowance so the component could be finished back to the required dimensions. The project note records a fast repair route completed within 24 hours; that should be read as the result of this specific part condition, not as a universal delivery promise.
Case snapshot
| Component | Spindle or cylindrical distributor feature |
|---|---|
| Problem | Machining error left a local diameter too small for final finishing |
| Repair objective | Add material back locally and create machining allowance |
| Coating material | Inconel 718 |
| Coated length | 85 mm |
| Allowance after coating | Approximately 1.75 mm extra material before final machining |
| Route | Prepare the part, apply LMD coating, measure deposited diameter, then machine back to target dimension |
The problem: a local undersize after machining
For precision components, an undersized diameter can make one local feature unusable even when most of the part is still correct. A conventional route may mean scrapping the component or restarting a long manufacturing process. LMD repair becomes relevant when the issue is local, the base component is still usable and the added material can be machined back to the required geometry.
The repair does not hide the machining error. It creates a controlled material allowance that lets the final machining step recover the dimension.
The repair route: local Inconel 718 build-up
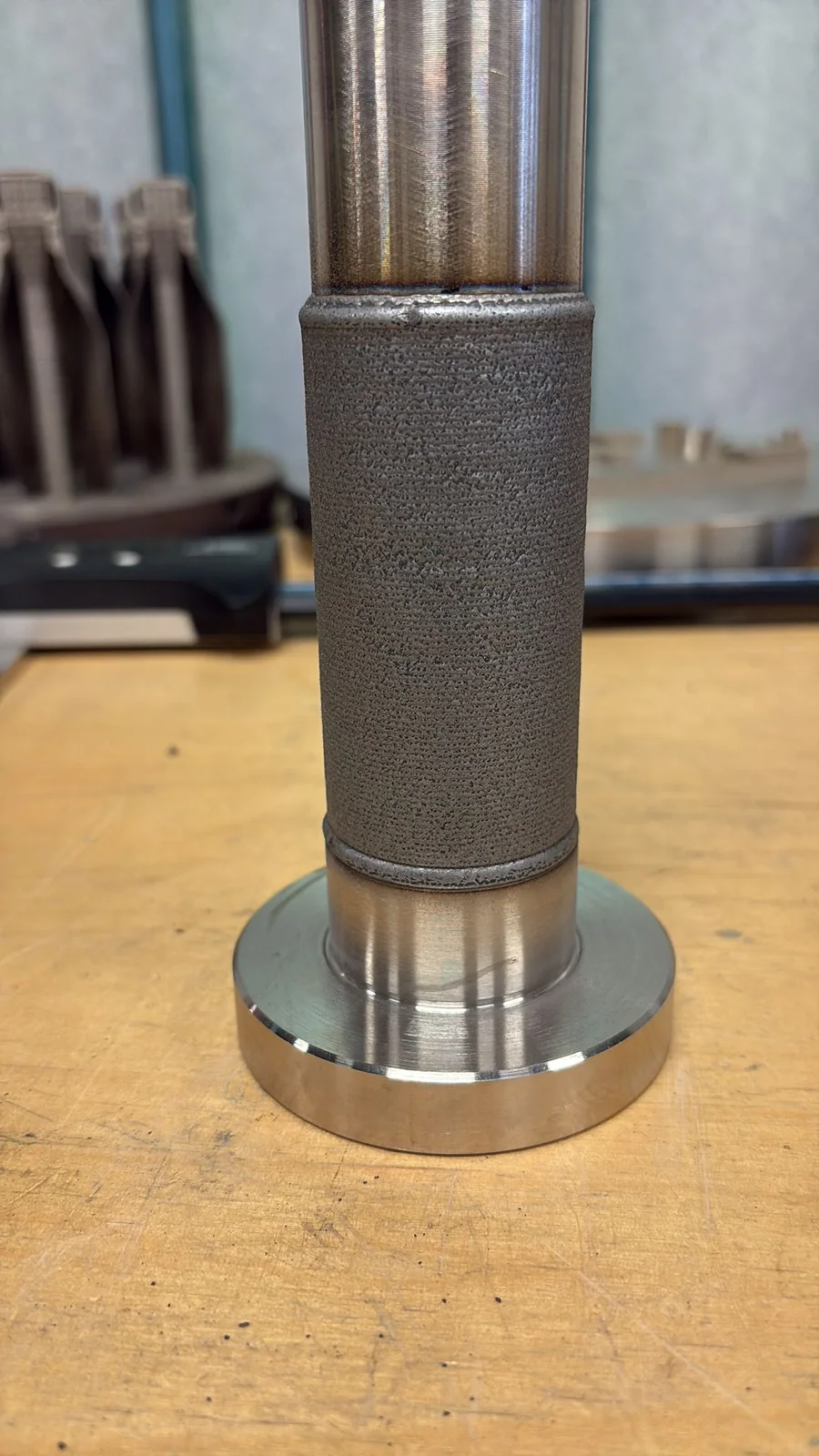
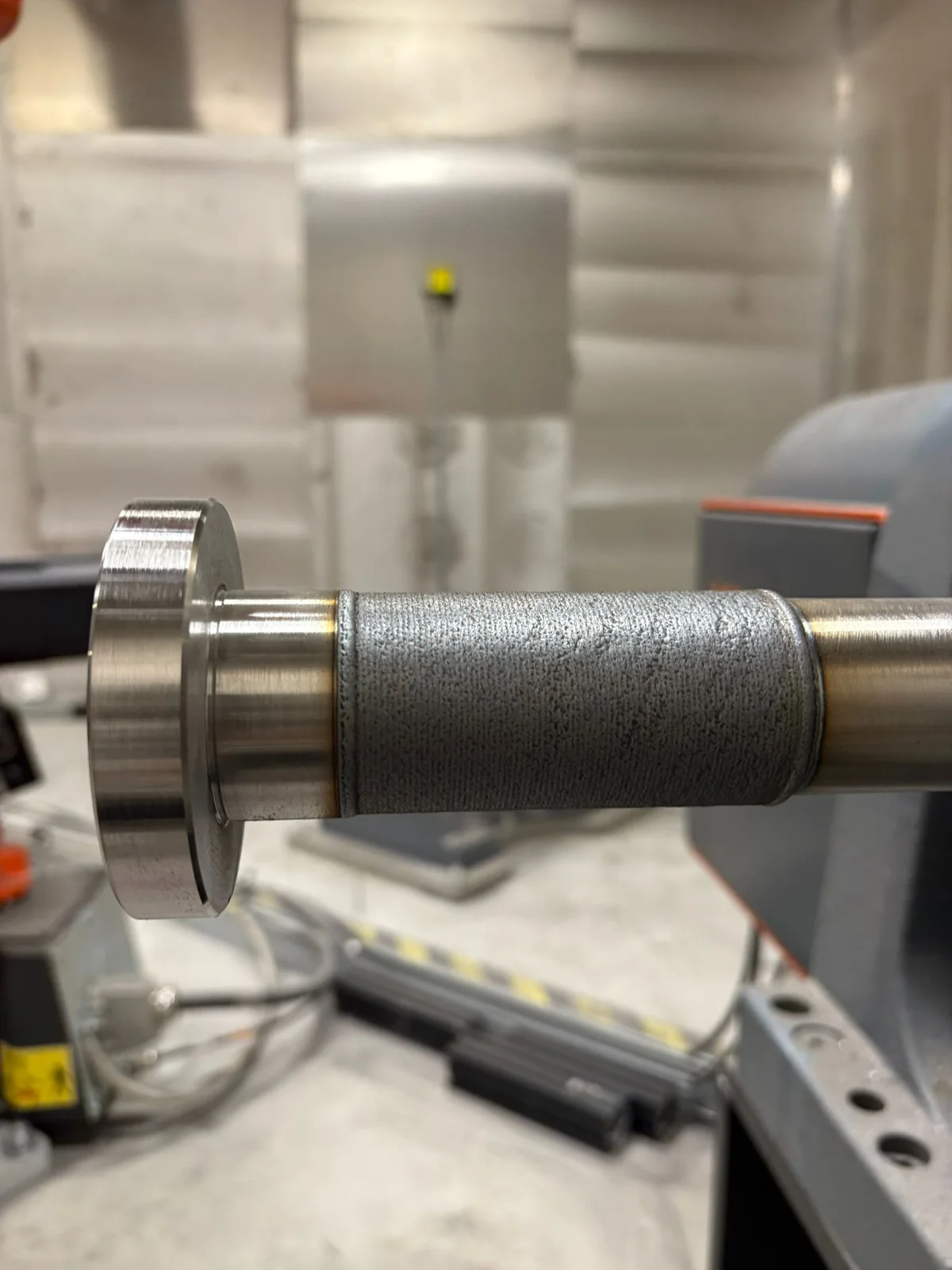
The part was mounted in the LMD system and the affected cylindrical area was prepared for coating. LMD can add metal to a defined zone without rebuilding the complete component. The laser creates a metallurgical bond between the deposited material and the base component, while the process follows the cylindrical surface.

For this repair, Exafuse used Inconel 718 as the coating material. The deposit was applied over an 85 mm length, with enough additional material to support later machining.
After deposition: enough stock for finishing
After deposition, the coated area shows the typical rough LMD surface. That is expected at this stage. The purpose of deposition is not to produce the final surface finish directly; it is to add enough material in the right zone so the part can be machined back to specification.
Measurement before final machining
The deposited diameter must be checked before finishing, because the repair only works if enough material has been added while leaving a practical machining allowance. The project note records around 1.75 mm extra material after coating.

Why this repair route matters
This case is a useful example of machining-error salvage. The value is not only that LMD can deposit metal. The value is the complete route: identify that the issue is local and dimension-related, prepare the cylindrical feature, apply a compatible coating material, leave enough stock for final machining, measure the deposited area, and avoid unnecessary remanufacture when the base part is still usable.
For buyers, the key lesson is that LMD can turn some machining mistakes into recoverable production events. It is especially relevant when the component is expensive, lead time is painful, the error is local and post-machining is possible.
What to send for a similar review
- Photos of the affected feature.
- Drawing or CAD with target diameter and tolerance.
- Current measured diameter and length of the undersized zone.
- Base material and required deposit material, if specified.
- Required final surface finish and whether final machining is available.
- Deadline, replacement lead time and scrap risk.
- Inspection or documentation requirements.
The best repair candidates have a clear damage boundary, known dimensions, enough access for deposition and enough allowance for machining after build-up.
Request a spindle or shaft repair review or compare the route with the repair ROI tool.