In-process monitoring in DED and LMD can help track whether the build is behaving consistently, but it does not replace final inspection or qualification. The value of monitoring is that it gives earlier visibility into melt-pool behavior, powder delivery, path execution, and heat accumulation before those issues show up later as geometry or quality problems. In German technical discussions, this topic is often grouped under Prozessüberwachung for DED-LB/M or Laserauftragschweißen rather than under a narrower software label.
What monitoring can and cannot do
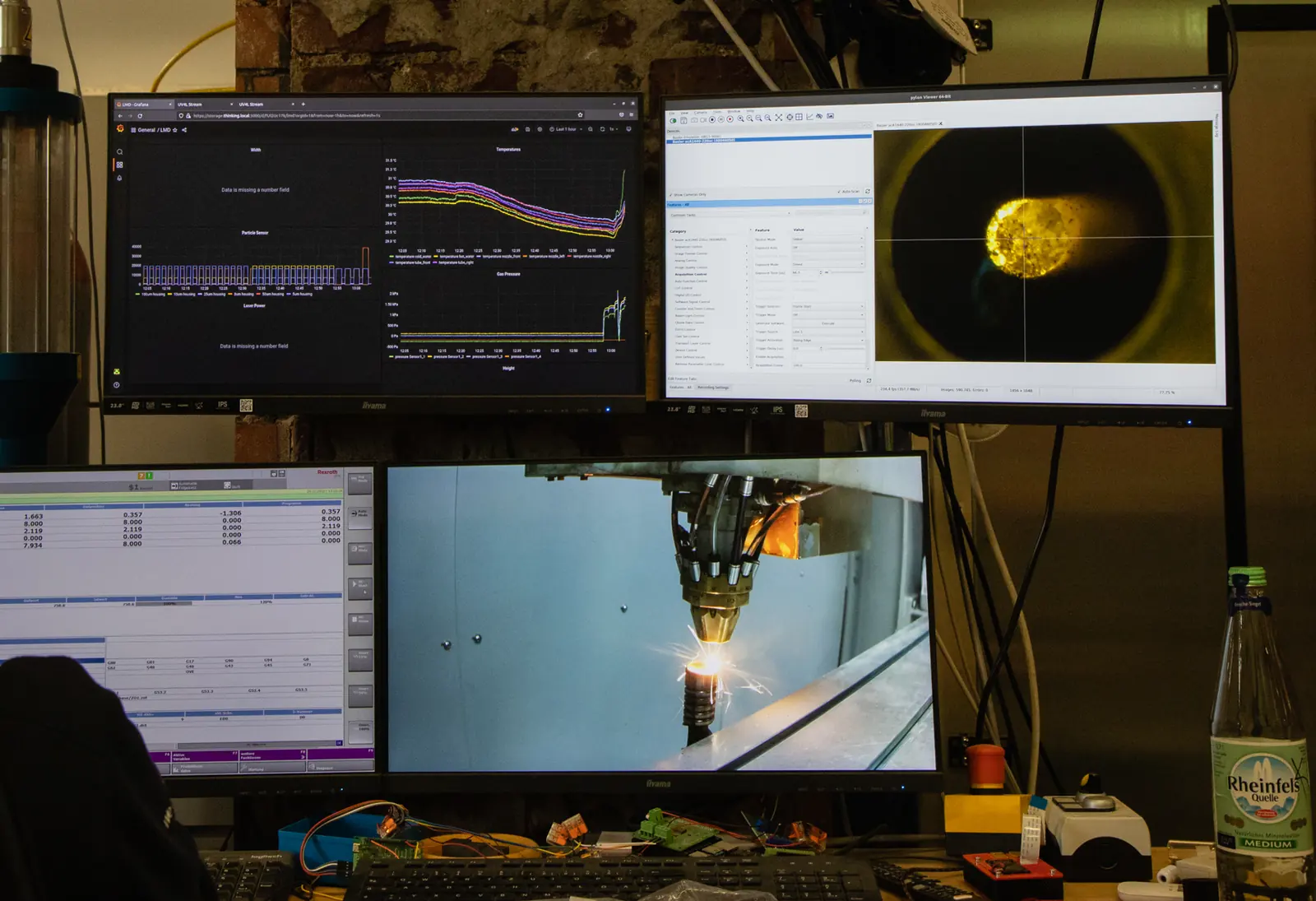
Monitoring is useful when it helps answer a practical process question: Is the melt pool stable, is the path being executed correctly, is thermal input accumulating in a risky way, and are there signs that deposition conditions are drifting? That kind of data can support process transparency and qualification work.
What it cannot do is guarantee that the part is defect-free simply because a signal stayed inside a preferred range. Qualification still depends on inspection, dimensional confirmation, and part-specific acceptance criteria.
Which signals usually matter most
The most relevant signals are usually linked to melt-pool behavior, path position, deposition continuity, and thermal history. Buyers do not need to become signal-processing specialists, but they should understand that these are proxies for process consistency rather than direct proof of final part quality.
For example, stable melt-pool behavior can indicate that energy input and powder delivery are behaving as expected. Repeated deviations may point to contamination, geometry-related access issues, powder-flow inconsistency, or thermal accumulation that needs a different path strategy.
Why melt-pool stability matters
Melt-pool behavior influences bead shape, bonding conditions, overlap between tracks, and local heat input. If the melt pool becomes unstable, downstream effects can include inconsistent geometry, excessive dilution, surface irregularities, or increased defect risk. That is why monitoring is often most valuable when it is connected to process understanding rather than used as a generic dashboard.
Control is more demanding than monitoring
There is a difference between recording process signals and actively controlling the process based on those signals. Closed-loop control claims should be treated carefully because they require clear evidence about what is measured, how the system responds, and what improvement has actually been demonstrated.
Monitoring can support more transparent and data-informed production. It should not be presented as an automatic quality guarantee. AI-assisted process monitoring as a development direction, not autonomous process control or guaranteed defect prevention.
Monitoring still has to connect to inspection
The strongest qualification logic combines in-process information with post-process evidence. Monitoring can show whether the build ran consistently. Inspection shows whether the part or repaired zone actually meets geometry, bond, and release requirements. Those are complementary layers, not substitutes for each other.
What buyers should ask for in a qualification discussion
Instead of asking whether a supplier has "AI," buyers should ask which process signals are tracked, how those signals are used during build planning or review, what anomalies can realistically be detected early, and which final inspection steps remain necessary. That produces a much more useful qualification discussion than broad automation language.
What to send if process monitoring matters for your project
Send the part geometry, the critical deposition zones, the base material if known, and the defect risks that matter most for service. If qualification evidence is required, also define what release documentation is needed and whether monitoring outputs need to be included alongside inspection results.