Large-part LMD is not just a scaled-up version of a small coupon build. For large components, productivity and quality depend on the interaction between bead width, overlap strategy, heat management, machining allowance, fixturing, and the inspection plan that will eventually release the part. In German technical discussions, this large-part route may also sit under DED-LB/M or Laserauftragschweißen, but the buyer question stays the same: can material be added efficiently on a large component without losing control of quality and finishing?
Why large-part LMD is a different engineering problem
As parts become larger, the process has to balance geometry, thermal behavior, and deposition efficiency over a much longer build path. A strategy that works on a small sample can become unstable, uneconomic, or hard to validate on a large industrial component. That is why large-part LMD is really a process-planning problem, not only a machine-capability claim.
Bead width and deposition efficiency
Productivity in large-part work depends heavily on how much material can be placed per pass without losing control over geometry and quality. Wider beads can improve deposition efficiency, but they also change overlap behavior, local heat input, and the amount of stock that later has to be finished. The engineering question is therefore not "widest possible bead" but "widest bead that still supports the final part strategy."
Heat management matters more as the part grows
Large parts store and redistribute heat differently than small specimens, especially when the build path is long and the deposition sequence revisits nearby zones. That affects residual stress, distortion risk, and the stability of the deposited geometry. Thermal planning, sequencing, and pauses between passes can matter just as much as raw deposition power.
Machining allowance is part of the build strategy
In large-part LMD, stock allowance should be planned from the beginning rather than treated as leftover cleanup. Bead choice, overlap, and thermal behavior all influence how much material should be left for machining or grinding. A productive large-part build is therefore not just about depositing fast; it is about depositing the right amount in the right places for the downstream route.
3-axis build space versus 6-axis robotic reach
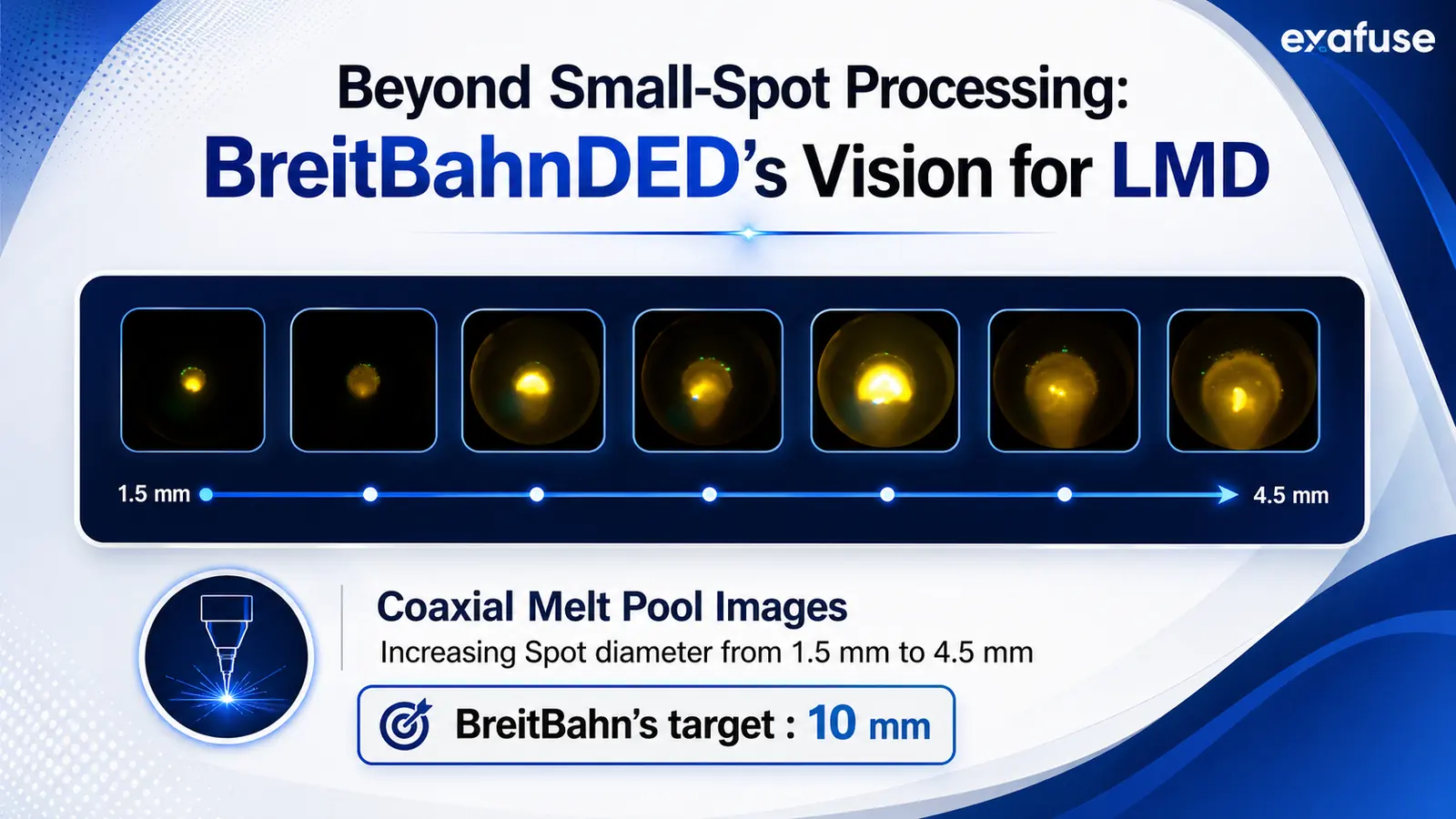
Exafuse can state two public LMD capability routes. The 3-axis Titan LMD system provides 4 m3 build space for components up to 2 m x 1 m x 2 m and can create LMD walls from 1.8 mm fine-detail walls to 3.7 mm robust structures. The 6-axis robotic LMD system uses 2-axis positioners, has a 6 x 5 x 4 m installation space, supports components up to 1,000 kg on the rotary table, and uses zoom optics for wall adjustment from 1.5 mm to 4.5 mm. In practice, that gives two planning logics: a defined build window for controlled large parts and a robotic route for complex shapes, repair access and contour-following cladding.
Monitoring and inspection remain part of the productivity equation
Large-part productivity is only commercially meaningful if the output can still be validated and finished without avoidable rework. That means the build plan should be tied to inspection access, datum strategy, and the documentation the customer will require at release. Faster deposition without a credible validation path is not industrial productivity.
Why wider-bead research matters
Research efforts around wider DED beads focus on the same industrial question large-part buyers care about: can deposition efficiency increase without losing control over geometry, bonding, and quality. Exafuse's broader technical positioning around large-part LMD makes that question commercially relevant, especially for build strategies where throughput and finishing effort have to be balanced carefully.
What to send if you want to discuss build strategy
Send the CAD model or drawing, overall size, material, the critical surfaces that will require finishing, and the expected post-processing route. If the part is too large for conventional powder-bed logic or if productivity is a major concern, say that explicitly. That helps frame the discussion around real build strategy instead of generic machine claims.