During routine cleaning of a Nobufil extrusion machine, serious cracks were found at the stub shaft of an extrusion screw. The screw was removed before the damage became an in-operation failure. Because no replacement screw was immediately available from the producer, the real decision was not only technical. It was whether a controlled repair could reduce downtime compared with waiting for a new spare.

Case snapshot
| Customer context | Nobufil extrusion machine |
|---|---|
| Component | Extrusion screw with cracked stub shaft |
| Problem | Serious cracks found during routine cleaning |
| Risk | Possible failure in operation and long downtime if a new screw had to be ordered |
| Repair route | Optical inspection, removal of damaged material, material review, DED/LMD build-up and mechanical finishing |
| Result | Original geometry restored and the screw returned after repair |
The problem: a local crack with a large downtime risk
The damaged area was local, but the production risk was not. A cracked shaft end can make the full extrusion screw unusable even when the rest of the component still carries value. For maintenance teams, this is exactly where repair-versus-replacement logic matters: if the spare part is not available, lead time can become the main cost driver.
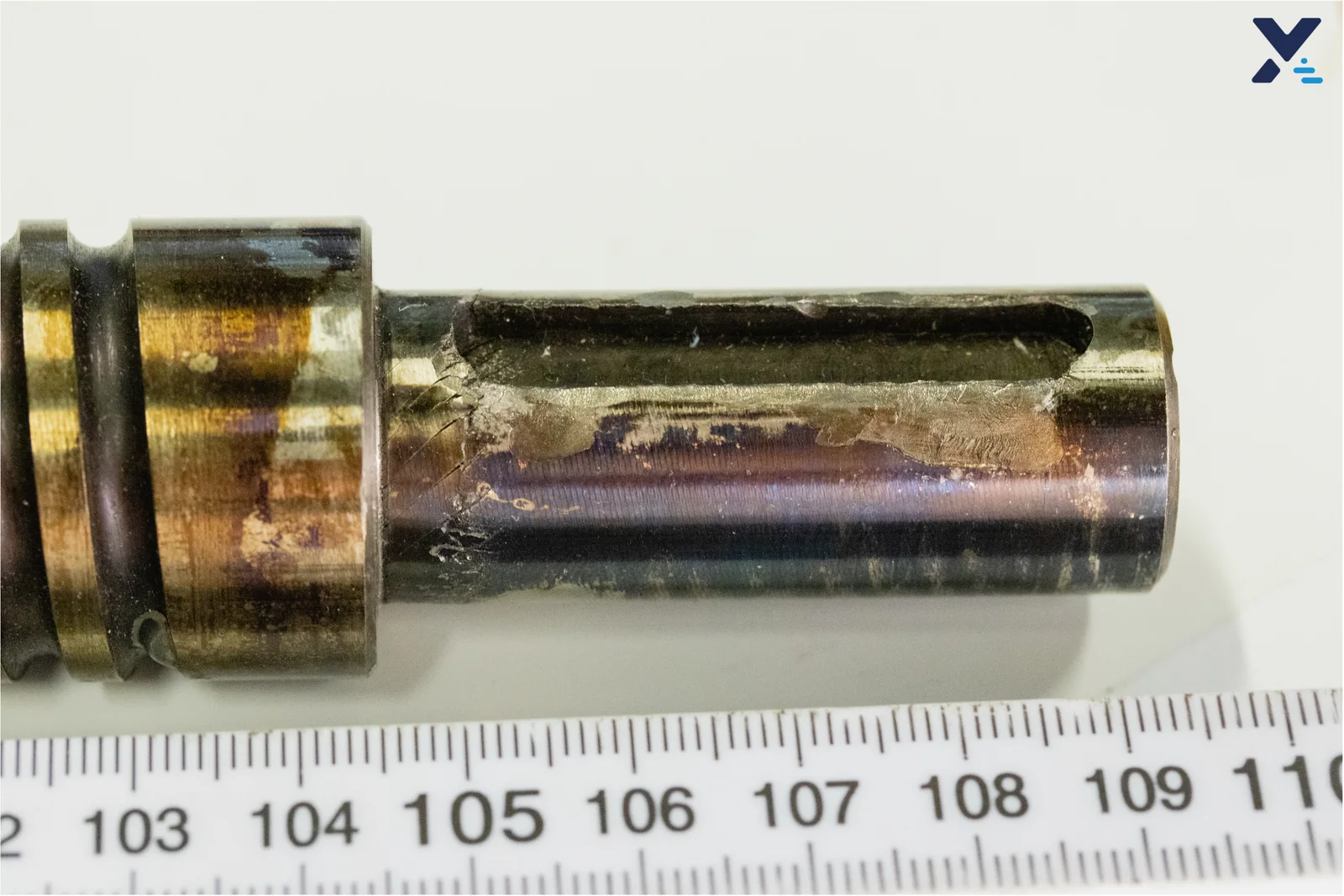
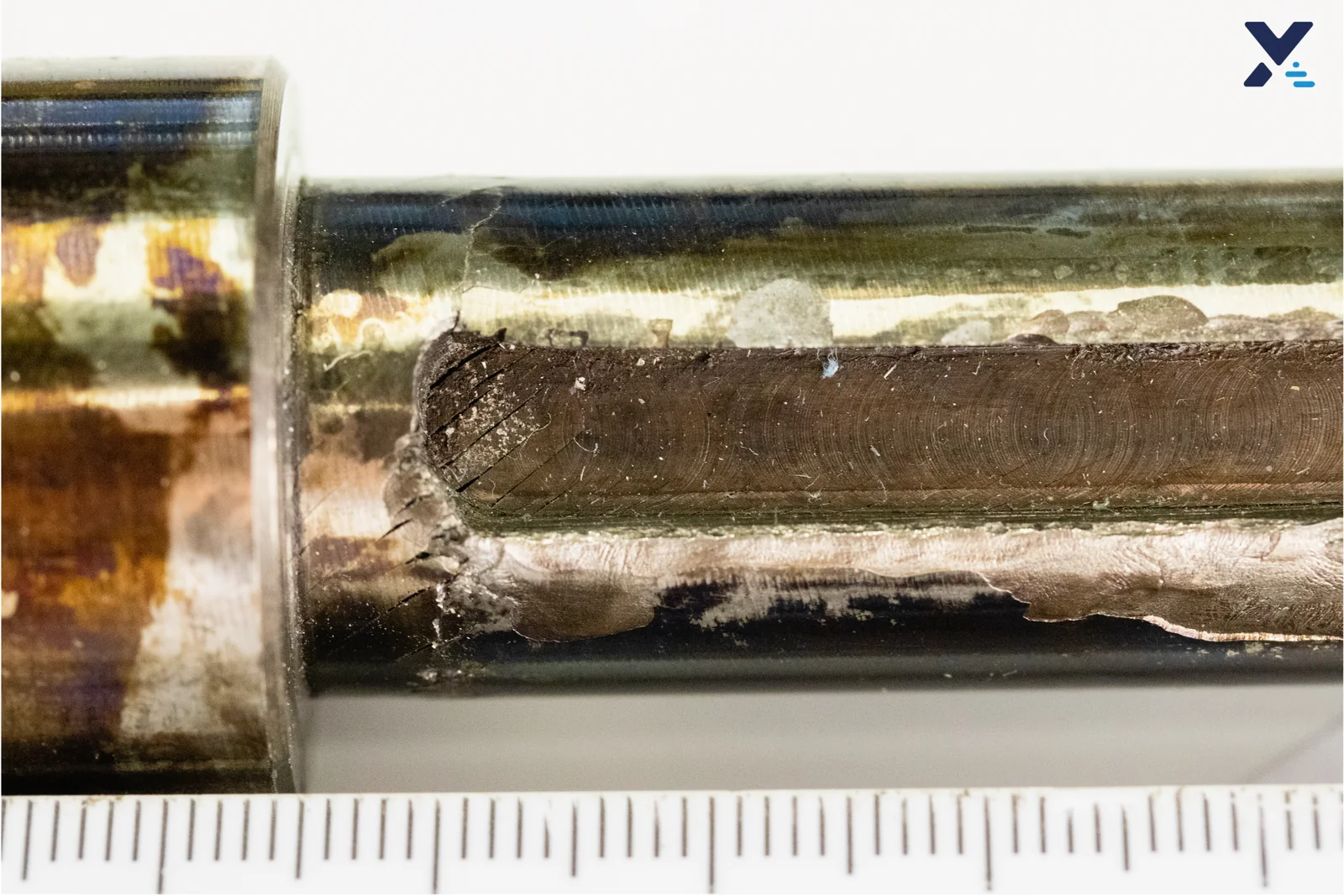
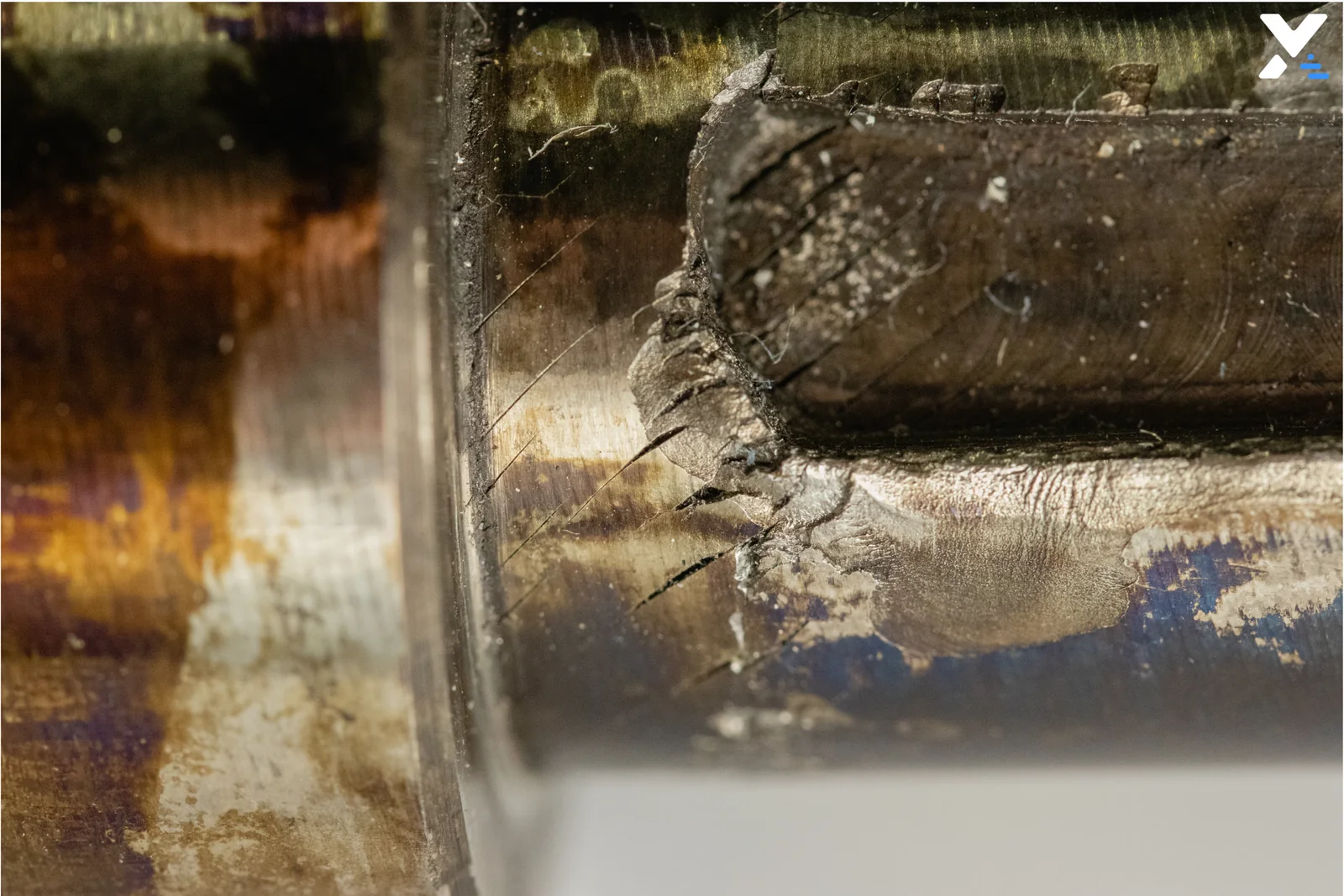
The repair decision: remove the defect before rebuilding
After receiving the screw, Exafuse inspected the damaged zone and removed the cracked shaft section. That is a key difference between a serious repair route and a cosmetic patch. The objective is to create a controlled starting condition, then rebuild only the geometry that the part actually needs.

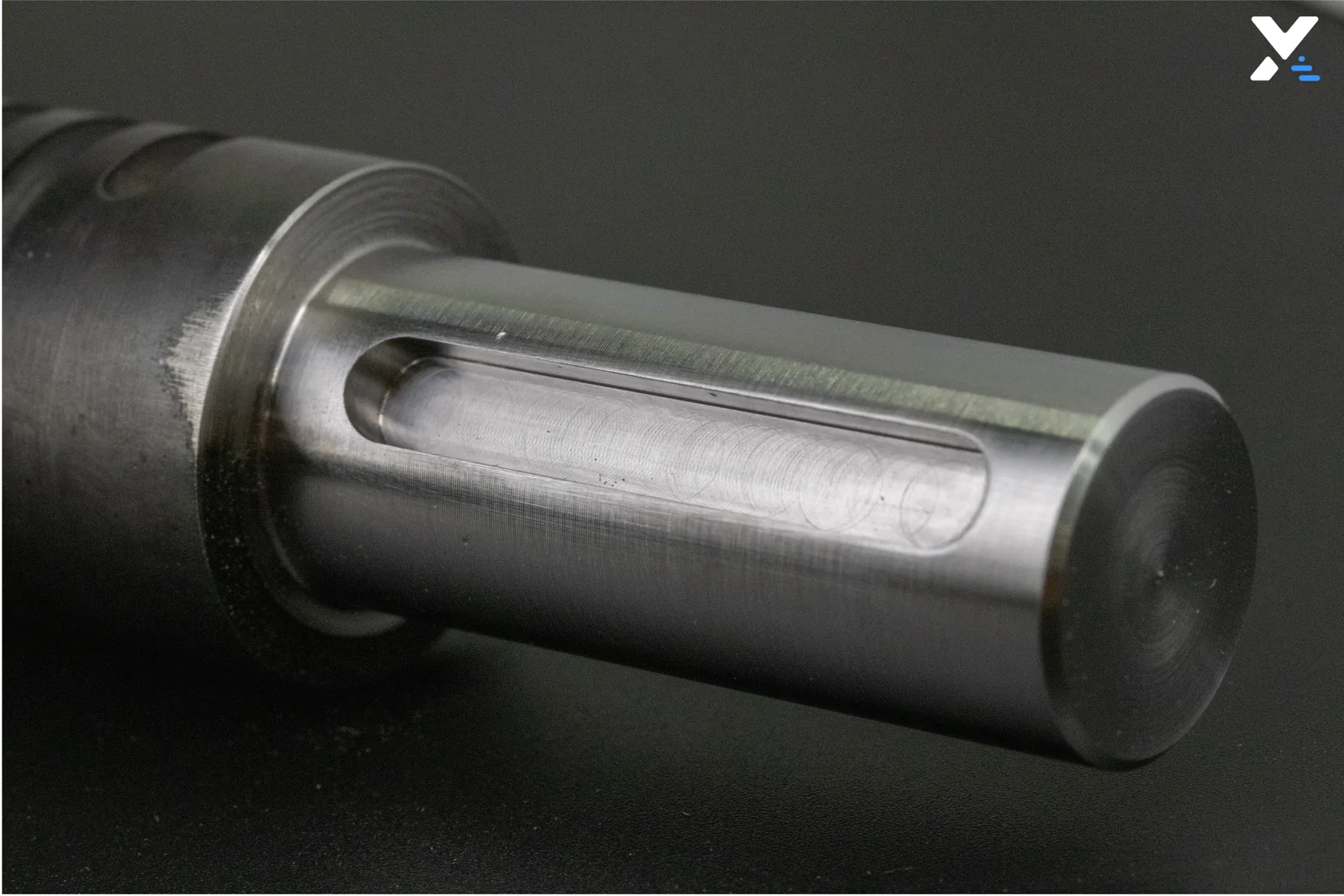
The LMD route: rebuild material locally
Directed Energy Deposition, also known here as Laser Metal Deposition, is useful for this type of local repair because it adds metal directly onto a defined zone. Instead of remanufacturing the entire screw, the repair focused on rebuilding the missing shaft geometry.
The source notes for this case record that the replacement geometry was deposited quickly before the part moved into mechanical post-processing. The visual sequence shows the route from damage review through preparation, LMD build-up, finishing and inspection context; it should be read as proof of this repair workflow, not as a universal delivery-time promise.

After deposition: finish the part back to usable geometry
LMD restores material volume, but the part is not finished when deposition stops. The repaired shaft still needs mechanical finishing to reach the required shape, surface condition and fit.

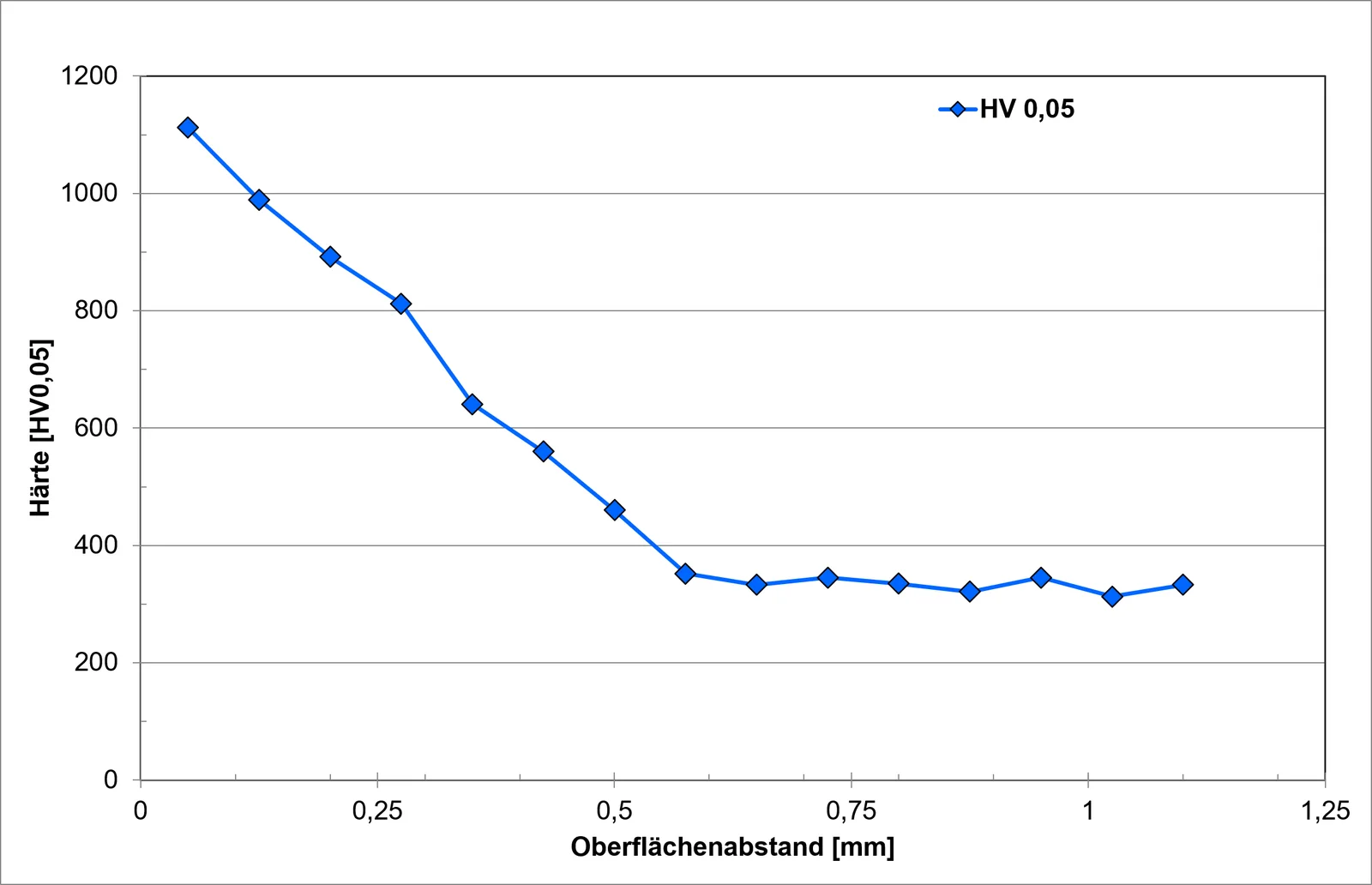
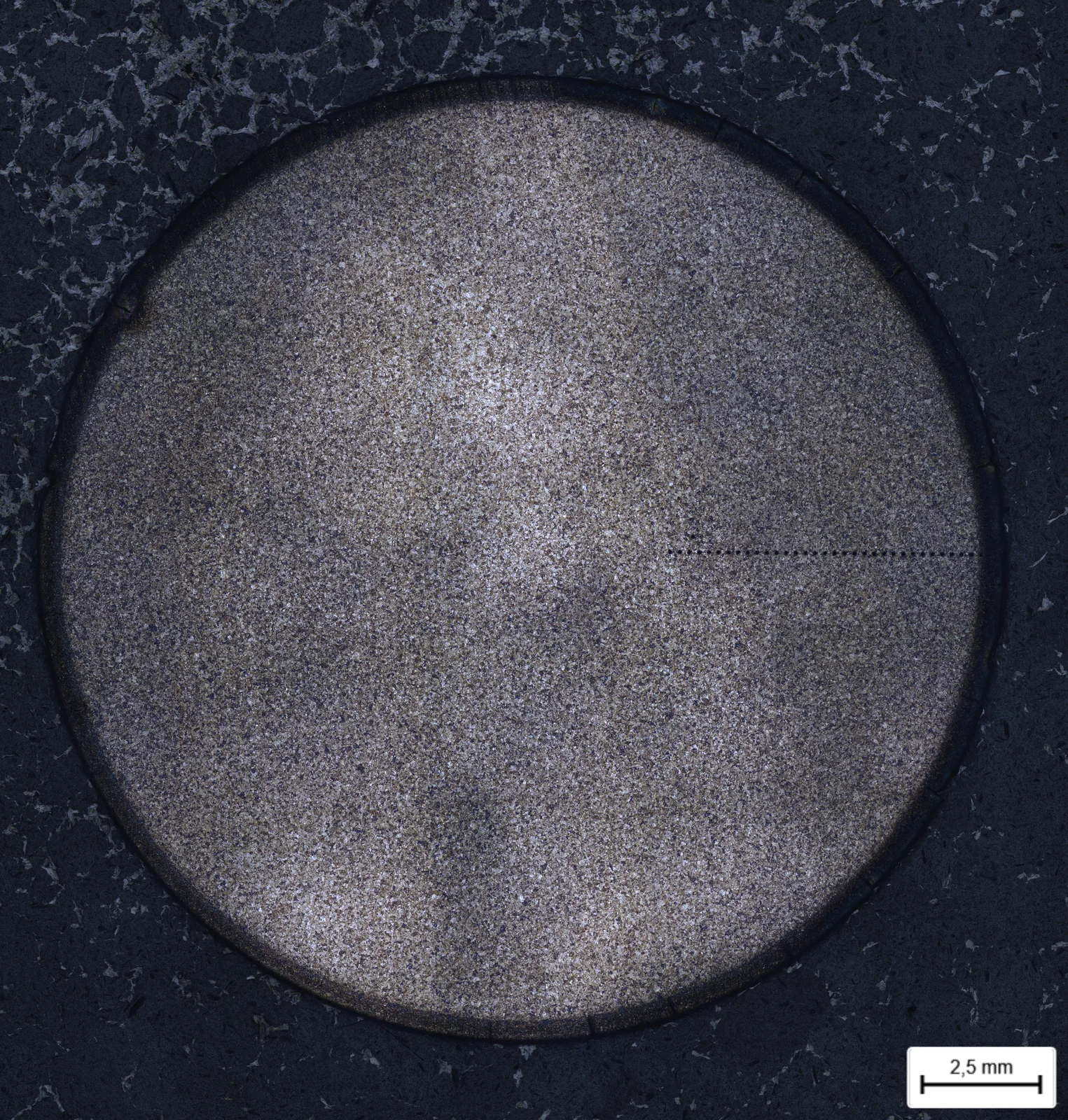
Inspection evidence supports the repair story
For an industrial repair case, before-and-after images are useful but not enough on their own. Confidence also depends on material behavior, bond quality, hardness context and the condition of the rebuilt zone. The supporting visuals below are included as proof context only. They should not be used to publish unapproved hardness values, exact process parameters or material formulas.
What maintenance teams can learn
- Document the damaged area early with clear photos.
- Remove a critical component from service before cracks become a larger failure.
- Check whether the damage is local enough for a targeted LMD repair.
- Plan the finishing route before deposition starts.
- Treat material selection and inspection as part of the repair, not as afterthoughts.
- Compare repair cost against replacement lead time, downtime and production risk.
For Nobufil, the result was a repaired extrusion screw returned without waiting for a new spare from the producer. For Exafuse, it is a clear example of how DED/LMD repair can keep high-value metal components in service when replacement is slow, expensive or unnecessary.