Das Laserauftragschweißen ist am stärksten, wenn ein Bauteil eine dichte metallurgische Schicht auf einer definierten Verschleiß- oder Korrosionszone benötigt. Es ist weniger geeignet, wenn eine sehr dünne kosmetische Beschichtung, eine große kostengünstige Flächenabdeckung oder überhaupt keine Wärmezufuhr erforderlich ist.
Für Industriekäufer lautet die praktische Frage nicht: „Welche Beschichtung klingt am stärksten?“ Es geht darum, ob die Art des Oberflächenversagens, das Substrat, der Zugang, die Endbearbeitungsroute und der Inspektionsumfang eine metallurgisch verbundene, laserplattierte Schicht zum richtigen Weg machen.
Wenn Laser Cladding gut passt
Das Laserauftragschweißen lohnt sich dann, wenn die Arbeitsfläche das Problem darstellt und die Basiskomponente noch wertvoll ist.
Zu den typischen Fit-Fällen gehören:
- Ventilsitze, Ringe, Dichtflächen, Wellen, Rollen, Werkzeuge, Pumpenteile oder lokale Verschleißzonen;
- Abrieb, Erosion, Gleitkontakt, Heißverschleiß, Korrosion oder gemischte Verschleiß-Korrosions-Schäden;
- ein Bedarf an einer metallurgischen Bindung anstelle einer mechanisch befestigten Beschichtung;
- lokale Oberflächenerneuerung und -schutz statt vollständigem Austausch;
- ein Teil, das nach der Beschichtung fertiggestellt und geprüft werden kann.
Öffentlicher Nachweis: Schmiedehammerschlag-Verschleißverstärkung
Exafuse hat öffentlich LMD-verstärkte Schmiedehammerarbeiten beschrieben, bei denen hoher Schlagverschleiß, lokale Verstärkung, metallurgische Bindung und anwendungsspezifische Legierungsstrategie die Kerngeschichte sind. Für Käufer von Laser Cladding ist dies nützlich, da es zeigt, dass Verschleißschutz nicht nur eine Frage der glatten Beschichtung ist. Einige Oberflächen erfordern eine schwierigere Reparatur- und Schutzmethode für wiederholte Stöße.
Die sichere Erkenntnis ist, dass Schmiedehämmer und ähnliche Werkzeuge bewertet werden können, wenn die beschädigte Zone lokal ist, das Basiswerkzeug noch brauchbar ist und die reparierte Oberfläche fertiggestellt und inspiziert werden kann. Es sollte nicht als universeller Lebensdauermultiplikator oder als Garantie dafür dargestellt werden, dass jedes Schlagwerkzeug wiederhergestellt werden kann.
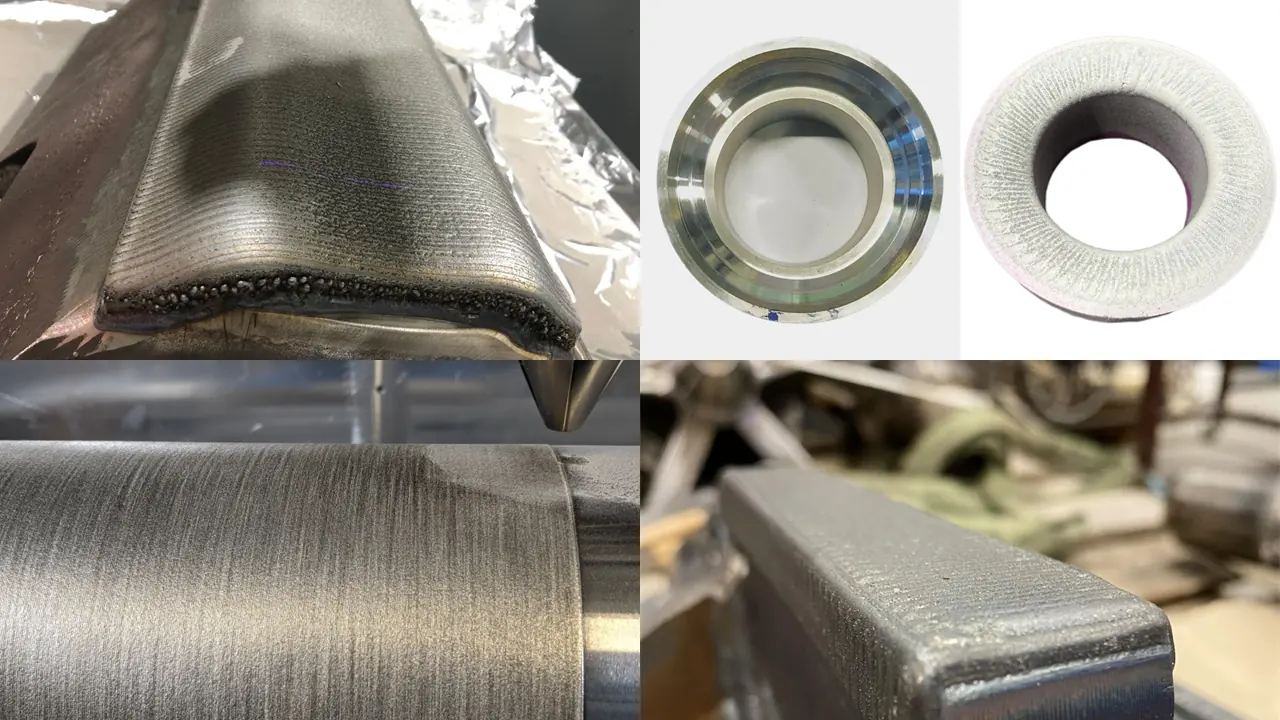
Öffentlicher Nachweis: Ventilsitzring-Verschleißbeschichtung
Exafuse hat öffentlich einen Arbeitsablauf zur Beschichtung von Ventilsitzringen mit LMD gezeigt: Vorwärmen in einem Ofen, dann kontrollierte Beschichtung innerhalb der LMD-Maschine mit einem hochverschleißfesten Material. Das genaue Material wurde bewusst nicht öffentlich bekannt gegeben.
Diese Nachweisstory ist nützlich, da Ventilsitzringe eindeutig ein Beschichtungsproblem darstellen: Die Arbeitsfläche muss verschleißfest sein, aber der endgültige Weg muss das Risiko von Rissen in hartem Material, das Substratverhalten, die Wärmezufuhr, die Endbearbeitung und die Inspektion bewältigen.
Das sichere Mitnehmen ist spezifisch. Exafuse hat ein risskontrolliertes Beispiel für einen Ventilsitzring Laser Cladding gezeigt. Das sollte nicht zu einem universellen Versprechen ausgeweitet werden, dass jede Hartbeschichtung, jedes Substrat oder jede Geometrie ohne Überprüfung rissfrei sein wird.
Öffentlicher Nachweis: integrierter Aufbau-und-Beschichtung-Bohr-Workflow
Exafuse hat auch öffentlich einen 130-mm-Bombenbohrer vorgeführt, bei dem LMD sowohl für die Teilefertigung als auch für die abschließende Oberflächenbeschichtung verwendet wurde. Die Beschichtung wurde als verschleißfest und antimagnetisch beschrieben und besteht aus einer Legierung mit Wolframkarbid.
Für Käufer von Laser Cladding besteht die nützliche Lektion darin, dass die Beschichtung Teil einer vollständigen LMD-Route und nicht nur ein isolierter letzter Schritt sein kann. Geometrie, Oberflächenfunktion, Beschichtungsmaterial, Endbearbeitung und Prüfplan sollten gemeinsam überprüft werden.
Was Laser Cladding ist
Das Laserauftragschweißen gehört zur Prozessfamilie LMD / DED-LB/M. Ein Laser erzeugt ein lokales Schmelzbad auf der Teileoberfläche, in das Metallpulver eingespeist wird. Das neue Material verbindet sich metallurgisch mit dem Untergrund.
Diese Bindung ist der Grund, warum Laser Cladding oft für hochbeanspruchte Industrieoberflächen in Betracht gezogen wird. Es bedeutet auch, dass Substrat, Verdünnung, Wärmeeinflusszone und Eigenspannung eine Rolle spielen. Eine Beschichtung kann nicht nur anhand des Pulvernamens oder der angestrebten Härte beurteilt werden.
Wo es herkömmliche Beschichtungsoptionen übertreffen kann
Laserauftragschweißen kann attraktiv sein, wenn der Käufer Folgendes benötigt:
- lokale Materialauftrag nur dort, wo der Schaden entsteht;
- stärkere Bindungslogik als eine rein mechanische Oberflächenabscheidung;
- eine definierte Schichtdicke und Nachbearbeitungszugabe;
- Wiederaufbau plus Schutz in einer Route;
- Materialauswahl nach Schadensbild statt Katalogbeschichtungssprache.
Es kann schwächer sein als andere Methoden, wenn die Oberfläche sehr groß und kostengünstig ist, die Beschichtung rein kosmetischer Natur ist, das Teil keinen Wärmeeintrag verträgt oder die erforderliche Schicht nichtmetallisch ist.
Die Materialauswahl beginnt mit der Schadensbild
Verschleißschutz ist kein Materialproblem.
Der Abrieb kann auf Fe-basierte oder Hartphasenrouten hinweisen. Der gleitende Kontakt kann auf Optionen mit Schwerpunkt auf der Tribologie hinweisen. Korrosion oder Hochtemperaturbetrieb können die Diskussion in Richtung Ni-basierter oder Co-basierter Logik verlagern. Harte Beschichtungen können nützlich sein, aber die Härte ist kein vollständiges Kriterium für die Freisetzung.
Bei harten Verschleißschutzbeschichtungen muss die Materialentscheidung Folgendes umfassen:
- Kompatibilität des Grundmaterials;
- Verdünnungsempfindlichkeit;
- Rissrisiko und Zähigkeit;
- Betriebstemperatur und Medien;
- Endbearbeitung oder Schleifen;
- Inspektion und Dokumentation.
Wärmemanagement und Rissrisiko
Bei harten, verschleißfesten Beschichtungen besteht die Gefahr einer Rissbildung, wenn das Substrat, das Beschichtungsmaterial, der Wärmezyklus oder die Geometrie nicht ordnungsgemäß gehandhabt werden. Vorwärmen, Kühlstrategie, Lagenreihenfolge und Schlichtaufmaß können alle von Bedeutung sein.
Der Ventilsitzringnachweis ist nützlich, da er die Prozesskette und nicht nur das Endteil zeigt. Das Vorheizen war Teil der öffentlichen Geschichte. Das bedeutet nicht, dass das Vorwärmen jedes Beschichtungsrisiko löst. Das bedeutet, dass das Wärmemanagement in die technische Überprüfung vor Beginn der Materialauftrag gehört.
Qualitätsfragen, die Käufer stellen sollten
Bevor Käufer Laser Cladding auswählen, sollten sie Folgendes fragen:
- Was ist der vorherrschende Schadensbild?
- Was ist das Grundmaterial?
- Wie wirkt sich die Verdünnung auf die Endeigenschaften aus?
- Wird das Rissrisiko durch Materialauswahl und Wärmestrategie gesteuert?
- Welche Veredelung ist für die Funktionsoberfläche erforderlich?
- Welche Prüfmethode weist die Akzeptanzkriterien nach?
Bei einigen Projekten kann eine Maßprüfung ausreichend sein. Für Beschichtungen mit höherem Risiko sind möglicherweise metallografische Vorbereitung, Mikroskopie, Oberflächenrissprüfungen, Härtenachweise oder andere vereinbarte Validierungen erforderlich.
Wenn Laser Cladding nicht der richtige Weg ist
Laserauftragschweißen ist möglicherweise nicht die richtige Wahl, wenn:
- der Untergrund ist unbekannt oder zu stark beschädigt;
- Der Laser, der Pulverstrahl oder die Endbearbeitungswerkzeuge können nicht auf die Geometrie zugreifen.
- die Beschichtung muss nichtmetallisch sein;
- das Teil ist günstig und der Austausch geht schneller;
- Der Käufer möchte nur eine maximale Härtezahl, ohne den Fehlermechanismus zu definieren.
- Es können keine Abnahmekriterien oder Prüfwege vereinbart werden.
Ein guter Beschichtungslieferant sollte bereit sein zu sagen, wann ein Austausch, eine Neukonstruktion, konventionelles Schweißen, thermisches Spritzen oder ein anderer Weg praktikabler ist.
Was Sie für eine Beschichtungsempfehlung senden müssen
Senden Sie Zeichnungen oder CAD, falls verfügbar, Fotos der verschlissenen oder funktionellen Zone, des Grundmaterials, der Abmessungen, der Betriebsmedien, der Temperatur, des Last-/Kontaktzustands und der Hauptfehlerart. Berücksichtigen Sie die erforderliche Endbearbeitung, Toleranz, Menge, Termin und Inspektionserwartungen.
Bei Ventilsitzen oder ähnlichen Hartbeschichtungsarbeiten bitte auch mitteilen, ob Vorwärmen, Wärmebehandeln, Bearbeiten oder Schleifen erlaubt ist. Wenn ein Material bereits spezifiziert oder vertraulich ist, geben Sie dies frühzeitig an.
Empfohlene nächste Schritte
Beginnen Sie mit:
- Laserauftragschweißen für den Serviceweg.
- Materialauswahl für eine frühe Beschichtungsrichtung.
- Legierungsauswahl für Laser Cladding für Fe-, Ni- und Co-basierte Kompromisse.
- Versagensarten von Cladding-Lösungen zur Schadens-zu-Schicht-Kartierung.
- Ventilsitzring Laser Cladding für die Geschichte der harten, verschleißfesten Beschichtung.
- Schmiedehammer LMD-Reparatur für starken Verschleiß und lokale Verstärkungslogik.
- CS13: 130 mm Bombenbohrer Aufbau-und-Beschichtung-Workflow für die integrierte Fertigungs- und Beschichtungsnachweisgeschichte.
- A30: Leitfaden für den Arbeitsablauf beim Bauen und Beschichten für den allgemeinen Käuferrahmen.
- Metallurgische Validierung für Bindungs-, Verdünnungs-, Mikrostruktur- und Rissrisikofragen.
- RFQ-Builder um die Anfrage zu verpacken.
FAQ
Ist Laser Cladding dasselbe wie Panzerung?
Das Laserauftragschweißen gehört zur Familie der Auftragsschweiß- und Oberflächentechnik, nutzt jedoch ein lasererzeugtes Schmelzbad und eine Pulverabscheidung. Der wichtige Käuferunterschied ist die örtliche, kontrollierte, metallurgisch gebundene Schicht.
Kann Laser Cladding abgenutzte Geometrie reparieren und die Verschleißfestigkeit erhöhen?
Ja, es kann für beides ausgewertet werden. Bei einigen Arbeiten wird verlorenes Material wiederhergestellt und anschließend eine verschleißfestere Oberfläche geschaffen. Die endgültige Route hängt von Geometrie, Material, Endbearbeitung und Inspektion ab.
Kann ein LMD-Workflow ein Teil erstellen und eine Beschichtung hinzufügen?
Es kann ausgewertet werden. Exafuse hat öffentlich einen 130-mm-Bohrversuch gezeigt, bei dem LMD zum Erstellen der Geometrie und zum Aufbringen einer abschließenden Funktionsbeschichtung verwendet wurde. Die Machbarkeit hängt weiterhin von der Geometrie, der Materialverträglichkeit, der Endbearbeitung und der Prüfung ab.
Vermeidet Laser Cladding immer Risse?
Nein. Das Risiko von Rissen hängt vom Untergrund, dem Beschichtungsmaterial, der Wärmezufuhr, der Verdünnung, der Geometrie und der Kühlung ab. Exafuse hat den Nachweis einer risskontrollierten Ventilsitzringbeschichtung erbracht, aber jede Hartbeschichtungsaufgabe bedarf noch einer technischen Überprüfung.
Reicht die Härte aus, um eine Beschichtung zu spezifizieren?
Nein. Die Härte ist nützlich, aber sie allein nachweist nicht die Integrität der Bindung, die Zähigkeit, den Risszustand, die Verdünnungskontrolle oder die Lebensdauer.
Was soll ich für eine Laser Cladding-Bewertung senden?
Senden Sie das Grundmaterial, Fotos der fehlerhaften Oberfläche, Abmessungen, Betriebsumgebung, Schadensbild, Zieloberflächenzustand, Endbearbeitungsanforderungen und Inspektionserwartungen.