 Route 01
LMD / DED
Route 01
LMD / DED
Wählen Sie „Materialauftrag“, wenn es um Skalierung, lokale Materialzugabe, Reparatur, Änderung oder Cladding eines vorhandenen Teils geht.
Technologie
Exafuse vergleicht laserbasierte Metalladditivverfahren nach Teilegröße, Merkmalsdetails, Reparaturbedarf, Leistungsziel, Endbearbeitungsplan und Inspektionsumfang.
LMD, SLM, Hybrid
Exafuse verwendet eine Prozessauswahl-Roadmap: LMD für Skalierung und lokale Materialzugabe, SLM für feine Pulverbettgeometrie und Hybridrouten, wenn ein Arbeitsablauf allein nicht die beste Lösung ist.
Route 01
LMD / DED
Wählen Sie „Materialauftrag“, wenn es um Skalierung, lokale Materialzugabe, Reparatur, Änderung oder Cladding eines vorhandenen Teils geht.
 Route 02
SLM / LPBF
Route 02
SLM / LPBF
Entscheiden Sie sich für die Pulverbettschmelzung, wenn kompakte Geometrie, interne Kanäle, Gitter oder feine Details den Wert schaffen.
 Route 03
Hybridroute
Route 03
Hybridroute
Kombinieren Sie LMD-Skalierung oder Reparaturlogik mit SLM-Details, wenn ein einzelner Prozess den falschen Kompromiss erzwingen würde.
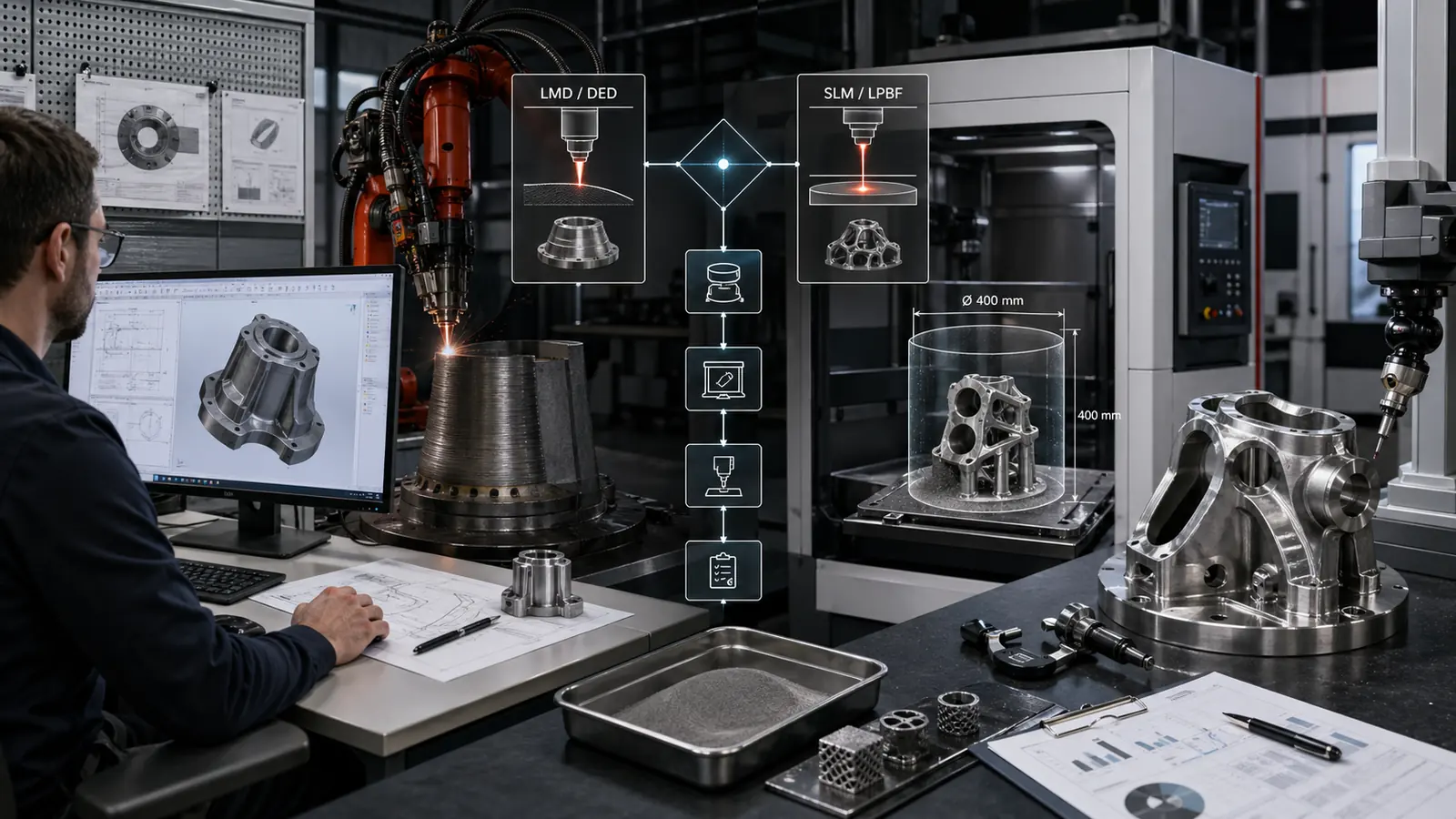
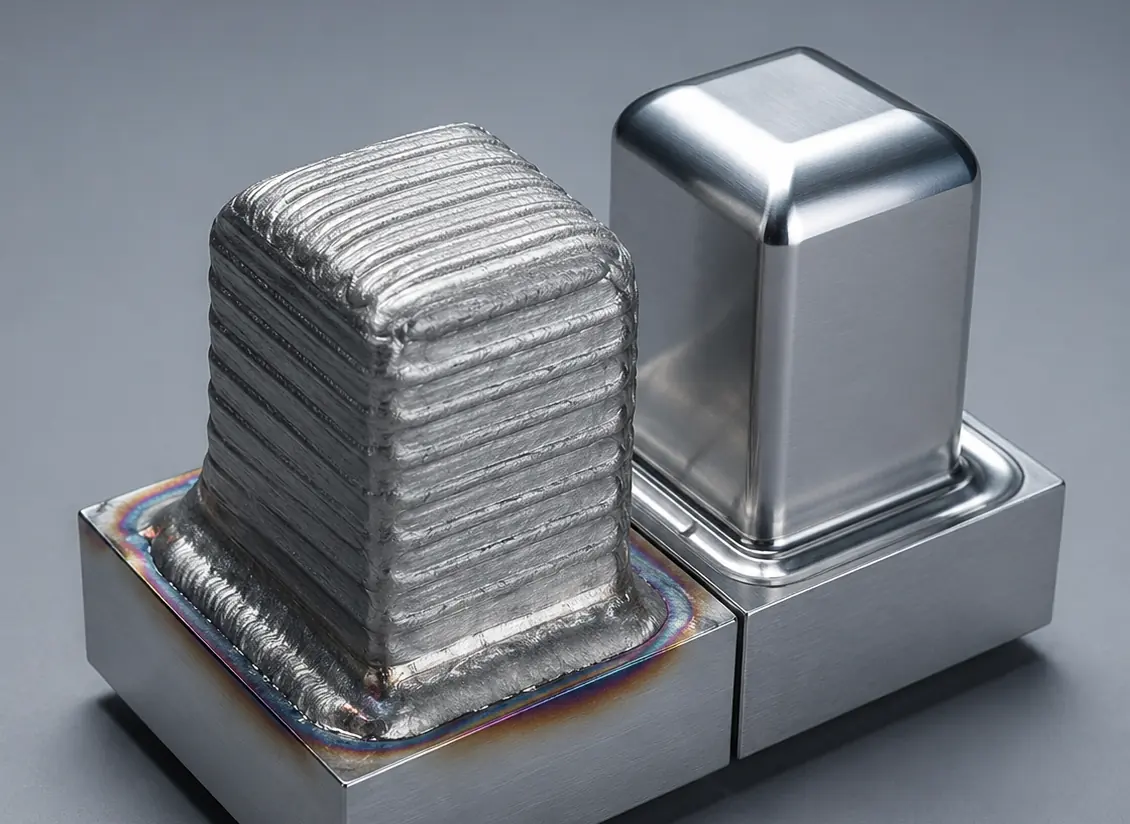
Ein Hochenergielaser erzeugt ein Schmelzbad. In dieses Becken wird Metallpulver eingespeist und entlang einer definierten Bahn abgelagert. Dies ist die Hauptroute für große Bauteile, Reparaturen, Modifikationen und Laser Cladding.
Passende Seite öffnen
Ein präziser Laser verschmilzt Bereiche eines Metallpulverbetts Schicht für Schicht aus CAD-Daten. Diese Route ist am wirkungsvollsten, wenn kompakte Geometrie, interne Merkmale oder feine Details den Wert des Teils bestimmen.
Passende Seite öffnen
Bei Bedarf kann die Route LMD-Skalierung, Geschwindigkeit oder lokale Aufbaulogik mit SLM-Auflösungslogik kombinieren. Die Entscheidung ist an Leistung, Kosten, Verarbeitung und Qualifikationsrisiko gebunden.
Passende Seite öffnenProzesskette
Jedes LMD-, SLM- oder Hybridprojekt verbindet Prozessplanung, Materialauswahl, Baustrategie, Endbearbeitung und Inspektion. Durch die gemeinsame Behandlung wird die Machbarkeit schon bei der ersten Überprüfung klarer.
Großer struktureller LMD-Nachweis
Eine umfassende LMD-Fähigkeit ist nur dann glaubwürdig, wenn Geometrie, Pfadplanung, Überwachung, Parameterentwicklung, Endbearbeitung und Validierung miteinander verbunden sind. Die Duisburger Brückenbauteile erbringen diesen Nachweisweg in einem Projekt.
Fähigkeiten und Ausrüstung
Die Ausrüstungsgeschichte wird hier einmal gezeigt: zwei LMD-Routen für Maßstab und Geometrie, SLM / LPBF für kompakte Details, Nachbearbeitung, Qualitätsunterstützung und datengestütztes Prozessverständnis.
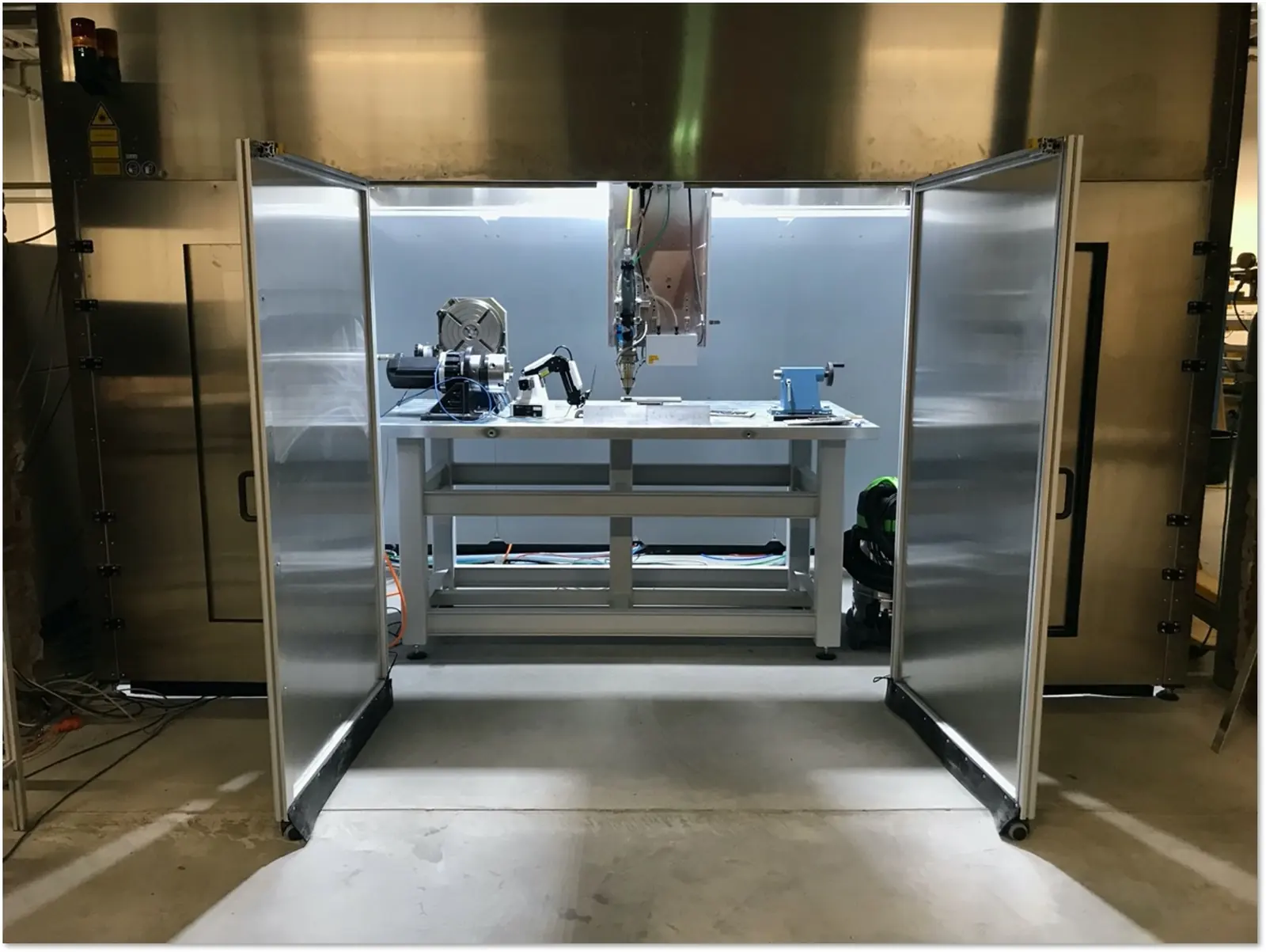
3-Achsen-Titan-LMD
6-Achsen-Roboter-LMD
SLM / LPBF Maschine
Nachbearbeitung
Qualitätsunterstützung
Informatik / KI
Dünnwandiges und aus mehreren Materialien bestehendes LMD
Eine von LMD hergestellte wassergekühlte 750-mm-Düse verwendete Inconel 625 in der Innenstruktur und Inconel 718 in der Außenstruktur und den Kühlrippen. Die Nachweisstory ist nützlich, weil sie Materialzonen, Pfadplanung und Langzeitstabilität zusammen zeigt.

Integrierter LMD-Workflow
Ein öffentliches Exafuse-Video zeigt einen 130-mm-Bohrer, bei dem LMD sowohl für die Herstellung aus Pulver als auch für die endgültige verschleißfeste antimagnetische Beschichtung aus einer Legierung mit Wolframcarbid verwendet wird. Die Technologie-Lektion ist Routenplanung, nicht ein universelles Ein-Prozess-Versprechen.
Forschungsverbindung
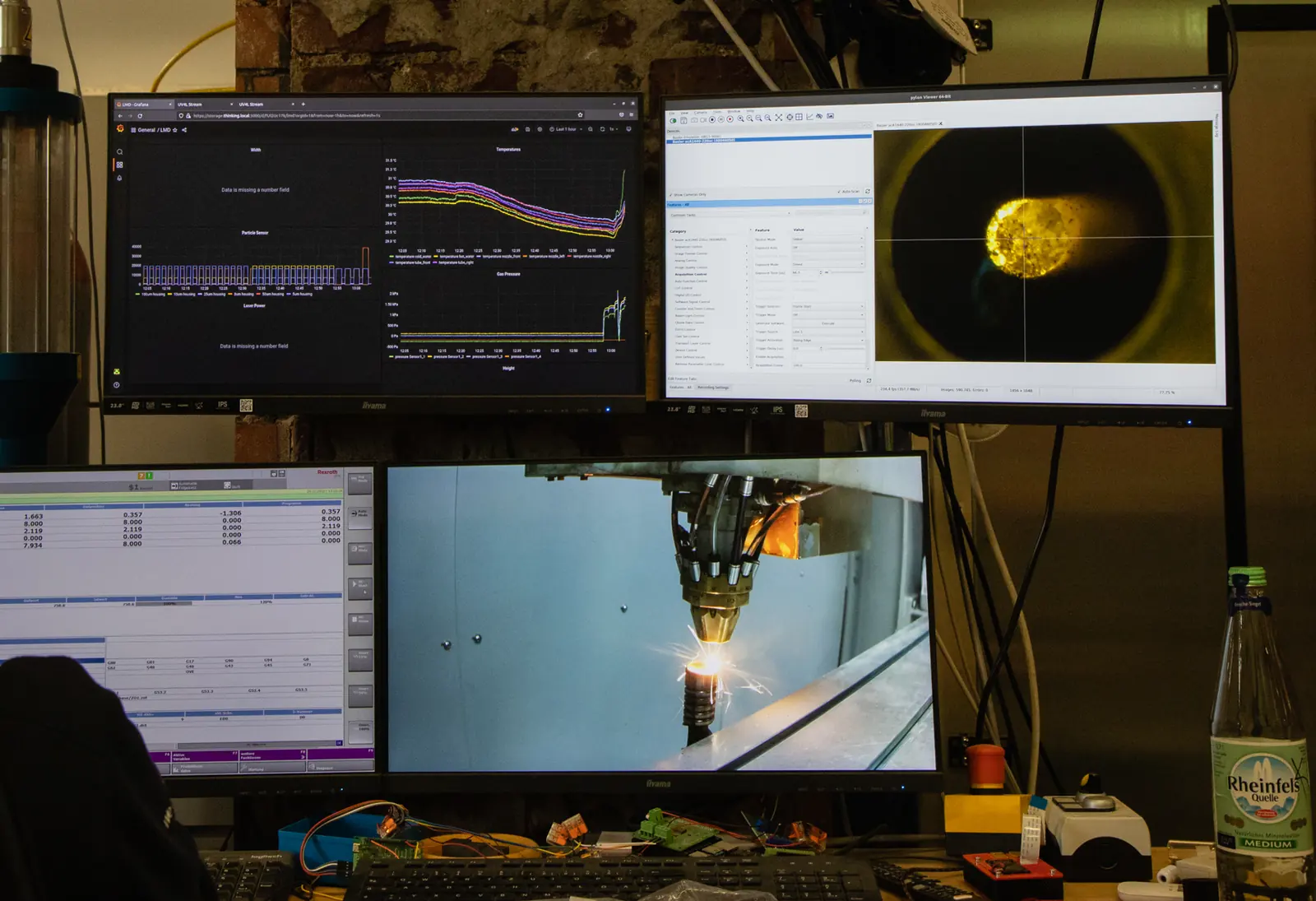
Wide-Bead-Deposition, rotierende Multispot-Optik, dynamische Pulverförderung und sensorgestützte Prozesssteuerung sind Forschungsthemen, die erklären, wo sich die Produktivität großer Teile von LMD verbessern lässt.
Qualität und Inspektion
Die Prüfplanung legt fest, was geprüft wird, welche Nachweise erbracht werden und welche Abnahmekriterien für die Teilefunktion von Bedeutung sind.
Maßwiederherstellung, Bearbeitungszugabe und endgültiger Bezugsplan.
Passende Seite öffnen
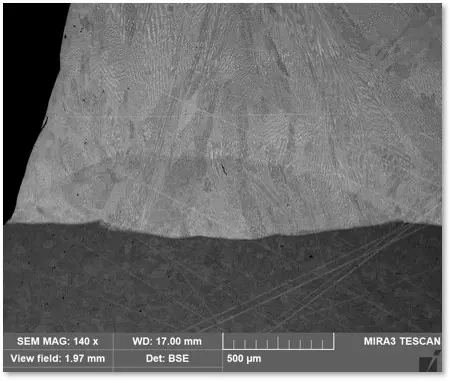
Bindungsqualität, Verdünnung, Mikrostruktur und Wärmeeinflusszone im Umfang.
Passende Seite öffnen
Porosität, Rissbildung und andere Risiken werden durch Prozessplanung und geeignete Inspektionen berücksichtigt.
Passende Seite öffnen
Inspektionsergebnisse und Nachweispakete werden auf die Anforderungen des Käufers und des Projekts abgestimmt.
Passende Seite öffnen