Forschungsprojekt
EIS-KW verbindet additive Fertigung mit der temperaturgesteuerten Schmiedewerkzeugentwicklung.
Das Projekt liegt an der Schnittstelle zwischen Schmiedewerkzeugbetrieb, Kühl- und Wärmemanagementkonzepten, Materialauswahl, SLM / LPBF, LMD, Überwachung und Verschleißbewertung.

Öffentlich gefördertes Forschungsprojekt
Von der Werkzeugtemperatur bis hin zu herstellbaren additiven Werkzeugkonzepten.
EIS-KW ist ein Forschungsprojekt zu den Themen Leistung von Schmiedewerkzeugen, Temperaturkontrolle, Kühl- und Wärmemanagementkonzepten, Materialweg, Herstellungsdurchführbarkeit und Verschleißbewertung. Die öffentliche Geschichte ist praktisch: Additive Fertigung schafft nur dann einen Mehrwert für Schmiedewerkzeuge, wenn Design, Material, Prozessroute, Endbearbeitung und Validierung gemeinsam geplant werden.
Forschungsroute
Werkzeugnutzen entsteht durch herstellbare Entscheidungen.
Bei Schmiedewerkzeugen stellt sich die sinnvolle Frage, ob die additive Fertigung das Werkzeugkonzept so verbessert, dass es hergestellt, fertiggestellt und bewertet werden kann.

1 / Anforderungen
Beginnen Sie mit dem Schmiedewerkzeug, der Prozesstemperatur, der Presslast, der Zykluszeit, der Zieloberflächenqualität, dem aktuellen Schadensbild und den verfügbaren Daten zur Werkzeuglebensdauer.
Passende Seite öffnen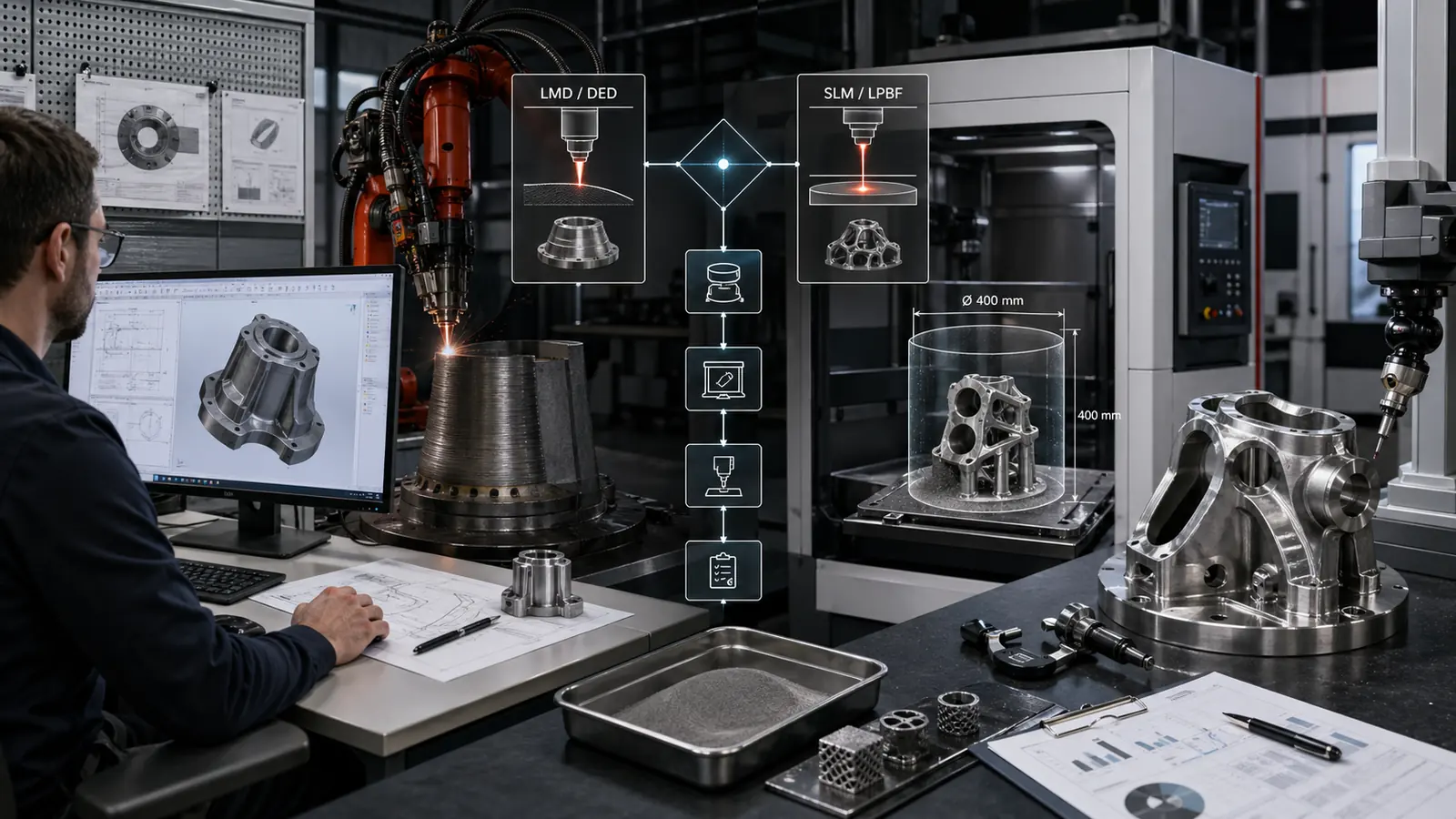
2 / Kühl- und Materiallogik
Überprüfen Sie gemeinsam Kühlkanalkonzepte, Wärmemanagementziele und Warmarbeitsmaterialwege, damit der Entwurf den Prozess nicht überholt.
Passende Seite öffnen
3 / Herstellung und Validierung
Planen Sie Additivroute, Nachbearbeitung, Sensor- oder Überwachungskontext, Inspektionsnachweise und Verschleißbewertung, bevor Ergebnisse vorgestellt werden.
Passende Seite öffnenTechnologieverbindung
EIS-KW gehört neben SLM, LMD und hybrider Prozessauswahl.
Die Werkzeugforschung kann Pulverbettlogik für kompakte Detailmerkmale, LMD-Logik für lokale Materialzugabe oder Oberflächenrouten sowie Hybridlogik verwenden, wenn Endtoleranzen und funktionale Oberflächen nachbearbeitet werden müssen.
Pilotgespräch
Was Sie für eine entsprechende Werkzeugbesprechung einsenden sollten.
Eine nützliche Diskussion im EIS-KW-Stil beginnt mit der eigentlichen Werkzeugaufgabe und dem aktuellen Schadensbild, nicht mit einer allgemeinen Anfrage zur additiven Fertigung.