Schmiedehämmer verlieren Wert oft lokal: Die Arbeitsfläche wird durch wiederholte Schläge, abrasiven Zunder, Wärme und Verformung belastet, während der Hammerkörper weiterhin nutzbar sein kann. Die praktische Frage lautet, ob die beschädigte Oberfläche vorbereitet, wieder aufgebaut, verstärkt und zur nutzbaren Arbeitsgeometrie nachbearbeitet werden kann, statt das gesamte Werkzeug zu ersetzen.
Fallüberblick
| Bauteil | Schmiedehammer / Hammerarbeitsfläche / hochbelastete Werkzeugoberfläche |
|---|---|
| Anwendungen | Reparatur beschädigter Hämmer und Schutzbeschichtung neuer oder vorbereiteter Hammerflächen |
| Schadentreiber | Schlagverschleiß, abrasiver Zunder, Wärme, lokale Verformung, Risse, Oxide und Geometrieverlust |
| Route | Oberflächenvorbereitung, LMD-Aufbau oder Beschichtung, Nachbearbeitung und Prüfplanung |
| Schichtlogik | Lokale Verstärkung kann dort geplant werden, wo Geometrie und Hammerbeanspruchung es rechtfertigen, einschließlich des freigegebenen 10-20-mm-Kontexts für diese Nachweisstory |
| Entscheidungswert | Reparatur und Beschichtung gegen Ersatzdruck, Stillstand, Endgeometrie und Nachweisanforderungen vergleichen |
Warum Schmiedehämmer Reparaturkandidaten sind
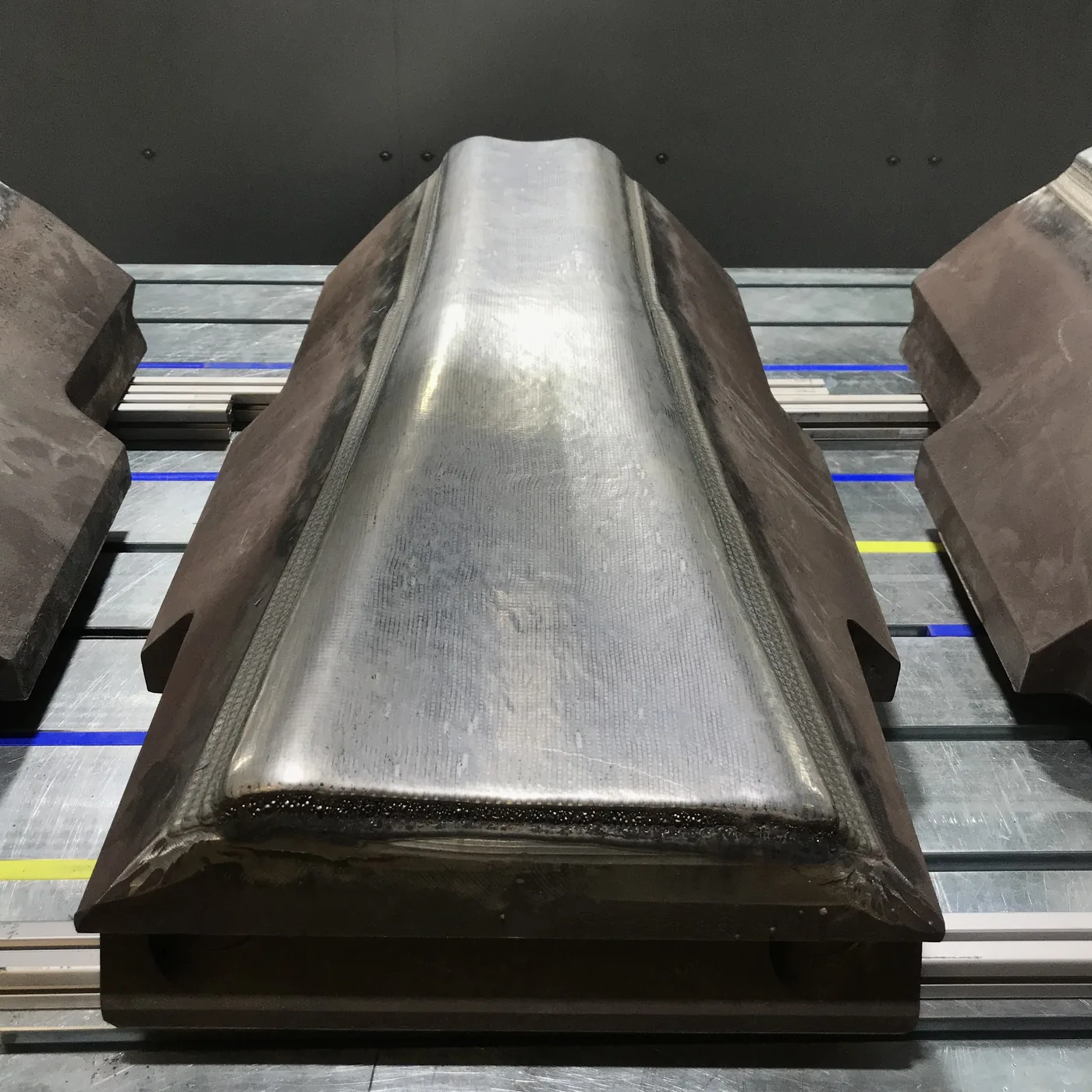
Eine Hammerfläche kann verschlissen, gerissen oder lokal verformt sein, während der restliche Werkzeugkörper noch wertvoll ist. LMD ist relevant, weil Material nur dort aufgetragen wird, wo der Hammer Geometriewiederherstellung oder Oberflächenfunktion benötigt. Dadurch unterscheidet sich die Reparaturdiskussion vom Kauf eines komplett neuen Hammers, verlangt aber auch eine saubere Bewertung des Ausgangszustands.
Der Fall ist für Instandhaltung, Werkzeugbau und Einkauf nützlich, weil er die ganze Kette verbindet: Eingangsschaden, Vorbereitung, lokaler LMD-Aufbau, Nachbearbeitung, Prüfumfang und die Informationen für eine Reparatur-gegen-Ersatz-Entscheidung.
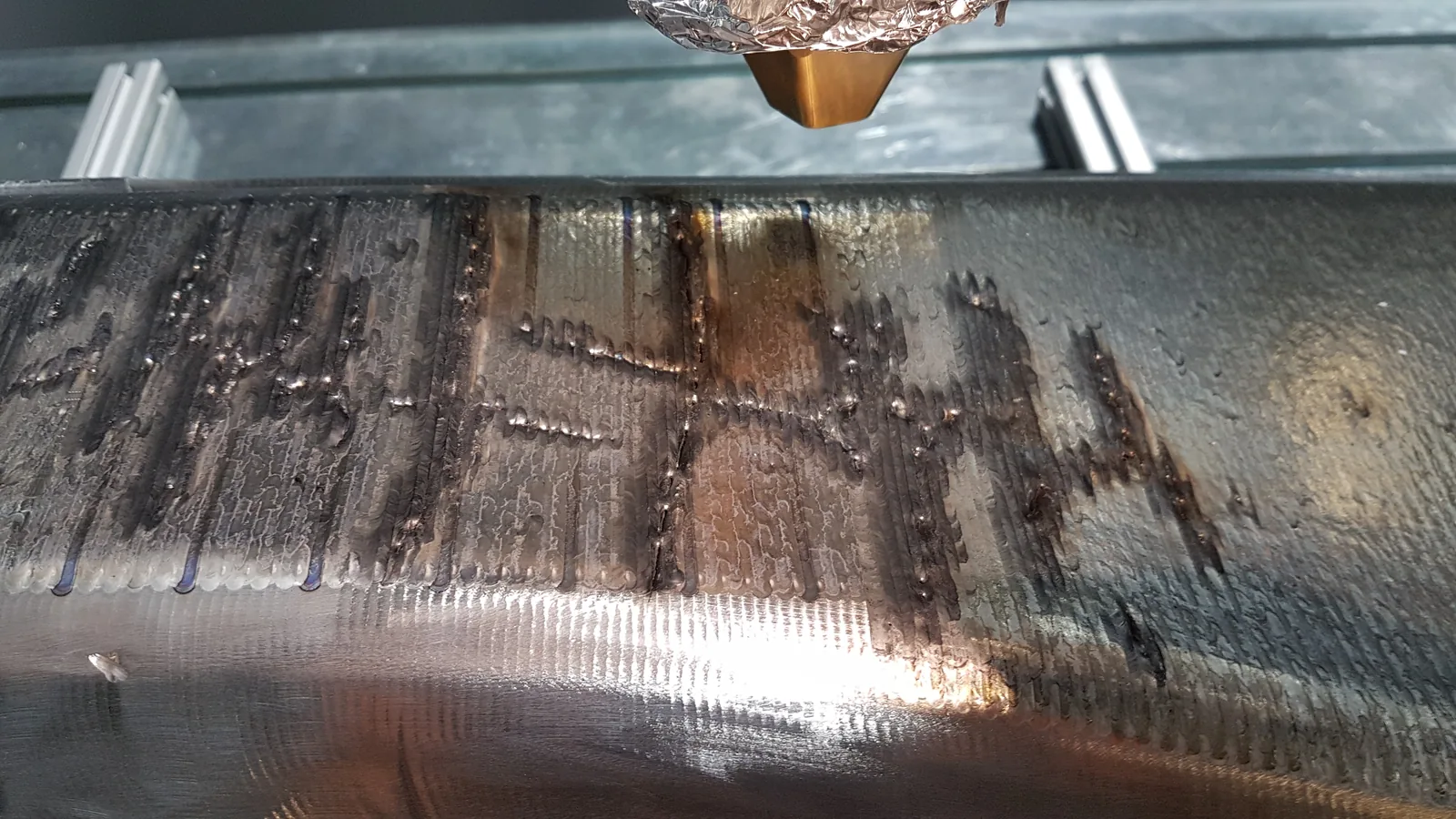
Eingangszustand und Vorbereitung
Die erste technische Entscheidung betrifft den Hammerzustand vor der Deposition. Oxide, frühere Reparaturspuren, sichtbare Risse, Ermüdungszonen und fehlende Geometrie dürfen nicht unter einer neuen Schicht versteckt werden. Die Oberfläche muss geprüft und vorbereitet werden, damit Auftragsgrenze und Nachbearbeitungszugabe klar sind.
Je nach Bauteil kann die Vorbereitung Schleifen, Strahlen, Bearbeitung, Rissprüfung, lokales Entfernen geschädigten Materials und eine finale Kontrolle der Auftragszone umfassen. Bei neuen Hämmern gilt dieselbe Disziplin, weil auch eine Beschichtung eine saubere und messbare Ausgangsfläche benötigt.

LMD-Aufbau und Verstärkung
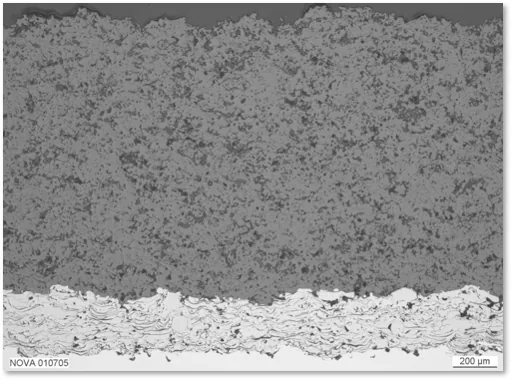
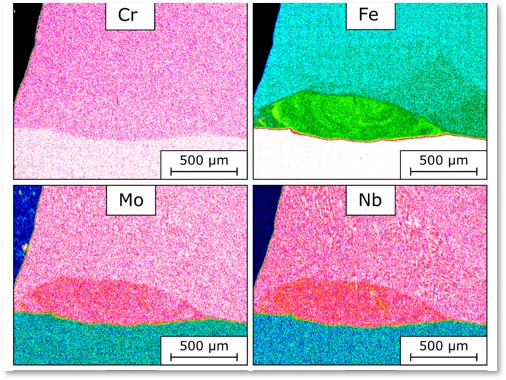
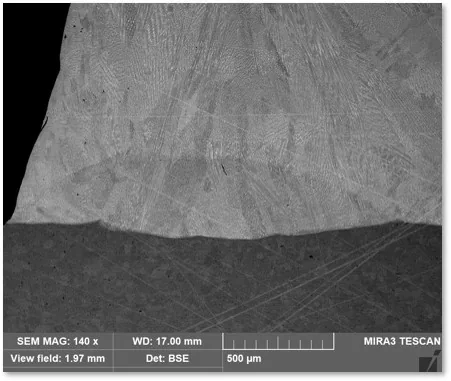
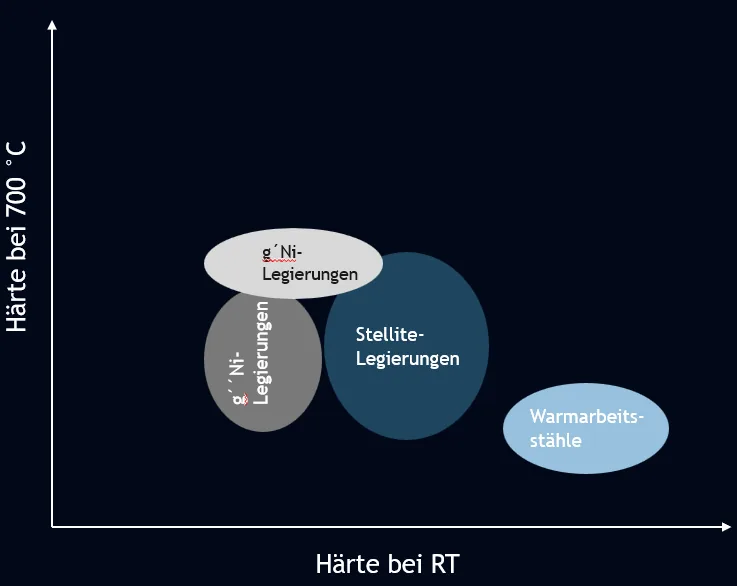
Laser Metal Deposition nutzt Laser und Metallpulver, um eine metallurgische Bindung zum Substrat zu erzeugen. Bei Schmiedehämmern geht es nicht einfach darum, die Oberfläche hart zu machen. Entscheidend ist das Gleichgewicht aus Verschleißbeständigkeit, Zähigkeit, Aufmischung, Rissrisiko, Bearbeitbarkeit und finaler Arbeitsgeometrie.
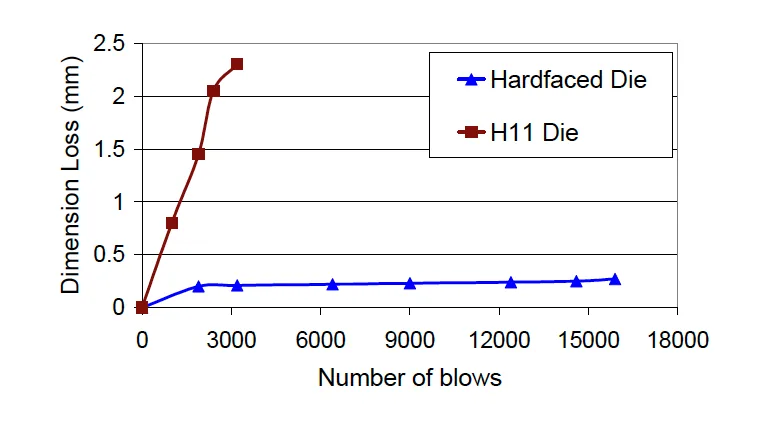
Der freigegebene Nachweiskontext dieser Hammerarbeit umfasst lokale Verstärkungsschichten im Bereich von 10-20 mm, wenn Hammerzustand und Reparaturziel diese Größenordnung rechtfertigen. Eine Standzeitbewertung hängt von Beanspruchung, Werkstoffroute, Finish und Prüfpaket ab. Die nützliche Botschaft für Kunden ist, dass Schichtstrategie, Werkstofffamilie, Finish und Prüfung gemeinsam geplant werden müssen.


LMD im Vergleich zu thermischem Spritzen
Thermisches Spritzen kann für bestimmte Oberflächenanwendungen sinnvoll sein. Ein Schmiedehammer ist jedoch keine gering belastete Sichtfläche. Die Arbeitsfläche erlebt wiederholte Schlagbeanspruchung. Deshalb muss die Route metallurgische Bindung, Schichtabstützung, Dicke, Zähigkeit und die spätere Bearbeitung oder das Schleifen der Endfläche berücksichtigen.
Der faire Vergleich lautet nicht, dass eine Technologie immer besser ist. Entscheidend ist, ob die gewählte Route die Hammerbeanspruchung tragen und die benötigten Nachweise für die Freigabe liefern kann. LMD wird relevant, wenn lokaler Materialauftrag, eine gebundene Schicht und eine nachbearbeitbare Arbeitsfläche gebraucht werden.
Nachbearbeitung macht aus Deposition ein nutzbares Werkzeug
Der Materialauftrag ist nicht der Endzustand. Nach LMD muss die Hammerfläche wieder in Richtung geforderter Form, Kontaktfläche und Freigabezustand gebracht werden. Das kann je nach Hammer und Abnahmeziel Bearbeitung, Schleifen, Polieren, Maßprüfung und Oberflächenprüfung umfassen.


Nachweise: nicht nur ein Härtewert
Eine belastbare Hammerreparatur ist nachweisgeführt. Härte kann wichtig sein, ersetzt aber nicht Bindungsqualität, Aufmischung, Risszustand, Wärmeeinflusszone, Zähigkeit, Geometrie und Finish. Bei hochbelasteten Werkzeugen behandelt Exafuse den Prüfumfang als Teil der Reparaturdiskussion, nicht als nachträgliche Ergänzung.
Was Sie für eine Hammerprüfung senden sollten
- Fotos der Hammerfläche, Seitenbereiche und betroffenen Zonen.
- Ob der Hammer neu, verschlissen, gerissen, vorbearbeitet oder bereits repariert ist.
- Zeichnung, CAD oder Hauptabmessungen, falls verfügbar.
- Grundwerkstoff und Wärmebehandlungshistorie, falls bekannt.
- Verschleißtiefe, Zielgeometrie und geforderte Oberflächenqualität.
- Einsatzbedingungen, Austauschintervall, Schadenshistorie oder Hubzahlkontext, falls verfügbar.
- Prüfumfang, Härtenachweis, Mikrostrukturprüfung oder Dokumentationsanforderungen.
- Ersatzkosten und Lieferzeit, wenn die Wirtschaftlichkeit Teil der Entscheidung ist.
Die praktische Entscheidung lautet nicht nur, ob LMD aufgetragen werden kann. Nützlich ist die Entscheidung, ob Hammerzustand, Werkstoffroute, Nachbearbeitung und Abnahmekriterien eine belastbare Reparatur- oder Beschichtungsroute ergeben.
Hammerreparatur prüfen lassen oder die Route mit dem Reparatur-ROI-Tool vergleichen.