Die Reparatur von Schmiedehämmern mit Laser Metal Deposition (LMD) ist eine Bewertung wert, wenn der Schaden lokal ist, der Basishammer noch verwendbar ist, Oxide und Risse behandelt werden können und die wiederhergestellte Arbeitsfläche anhand klarer Kriterien bearbeitet, inspiziert und freigegeben werden kann. Der stärkste Reparaturweg ist nicht nur eine Hartbeschichtung. Es handelt sich um eine Systementscheidung bezüglich Basismaterial, Schlagzähigkeit, Oberflächenvorbereitung, aufgetragenem Material, Schichtdicke, metallurgischer Bindung, Endbearbeitung und Nachweis.
Für die detaillierte Exafuse-Nachweisstory verwenden Sie die entsprechende Fallstudie: CS01-Schmiedehammer-Reparatur mit LMD. Diese Fallstudie ist der Ort für die echten Hammerfotos, die 10-20-mm-Schichtstrategie, die fertigen Hammervisualisierungen, den Vergleich des thermischen Spritzens, die Nachweisdarstellung und das Prozessvideo.
Wem dieser Artikel hilft
Dieser Artikel richtet sich an Teams, die entscheiden müssen, ob ein abgenutzter Schmiedehammer, eine abgenutzte Hammerfläche, ein Gesenkbereich oder eine stark beanspruchte Werkzeugoberfläche repariert, neu aufgebaut, beschichtet oder ersetzt werden sollte.
Es ist am nützlichsten für:
- Wartungs- und Anlagenteams, die mit wiederholtem Stoßverschleiß zu kämpfen haben.
- Schmiedewerkstätten vergleichen Reparaturkosten, Ausfallzeiten und Vorlaufzeiten für den Austausch.
- Beschaffungsteams bereiten eine Reparatur RFQ für teure Werkzeuge vor.
- Ingenieure vergleichen LMD, Schweißen, thermisches Spritzen und Austausch.
- Technische Gutachter sind besorgt über Bindungsqualität, Rissbildung, Härte, Zähigkeit und endgültige Geometrie.
Direkte Antwort
LMD kann ein guter Kandidat für die Reparatur von Schmiedehämmern sein, wenn das Problem auf definierte Arbeitsbereiche konzentriert ist. Der Prozess kann fehlende Geometrie wiederherstellen und eine metallurgisch verbundene, verstärkte Oberfläche erzeugen. Der reparierte Bereich erfordert normalerweise noch eine Oberflächenvorbereitung, Bearbeitung, Schleifen, Inspektion und Freigabeplanung.
LMD sollte nicht als universelle Lebensverlängerungsgarantie dargestellt werden. Die Hammerbelastung ist hoch: Wiederholte Stöße, abrasiver Verschleiß, Hitze, Zunder, Oberflächenermüdung und frühere Reparaturen beeinflussen das Ergebnis. Eine glaubwürdige Reparatur beginnt mit der beschädigten Zone und den Akzeptanzkriterien, nicht mit dem Prozessnamen.
Warum Schmiedehämmer schwierig zu reparierende Teile sind
Schmiedehämmer sind wiederholten Stößen und hohen lokalen Belastungen ausgesetzt. Eine Reparatur kann optisch akzeptabel aussehen und dennoch scheitern, wenn der Materialweg zu spröde ist, die Verbindung schwach ist, die Wärmeeinflusszone ungeeignet ist oder die endgültige Geometrie nicht den Arbeitsbedingungen entspricht.
Zu den häufigsten Reparaturrisiken gehören:
- lokale Abnutzung des Gesichts und Dimensionsverlust;
- stoßbedingte Verformung;
- Rissbildung an Kanten oder Übergangszonen;
- thermischer Wechsel und kalkbedingter Verschleiß;
- unsicheres Grundmaterial oder Wärmebehandlungsverlauf;
- wiederholte frühere Reparaturen;
- unzureichende Nachbearbeitungszugabe;
- schwache Inspektions- oder Freigabekriterien.
Deshalb reicht Härte allein nicht aus. Werkzeuge mit hoher Schlagfestigkeit erfordern ein ausgewogenes Verhältnis von Verschleißfestigkeit, Zähigkeit, Substratkompatibilität, Verdünnungskontrolle, Geometriewiederherstellung und Validierung.
Warum die Vorbereitung über den Reparaturweg entscheidet
Bei Schmiedehämmern gehört die Vorbereitung zur Reparaturstrategie. Oxidschichten können die metallurgische Bindung schwächen. Risse, Ermüdungszonen oder alte Reparaturgrenzen können sich weiter ausbreiten, wenn sie vor dem Auftragen der neuen Schicht ignoriert werden.
Vor LMD sollte sich die Überprüfung mit Folgendem befassen:
- Oxidentfernung durch Schleifen, Strahlen oder eine andere geeignete Reinigungsmethode;
- Risserkennung oder Scannen, wenn Risse sichtbar sind oder vermutet werden;
- kontrollierte Rissreparatur oder Vorfüllung, wenn der Grundzustand dies erfordert;
- Fräsen oder spanende Bearbeitung zur Schaffung einer definierten Reparaturfläche;
- Genügend Aufmaß für die Endbearbeitung oder das Schleifen nach der Materialauftrag.
Dies ist einer der Gründe, warum ein Hammer manchmal in gefrästem Zustand verschickt werden kann. Eine definierte Oberfläche verleiht der LMD-Route einen klareren Anfang und erleichtert die Inspektion der endgültigen Reparatur.
Wann LMD eine Diskussion wert ist
LMD ist eine Diskussion wert, wenn:
- die beschädigte Zone ist lokal und zugänglich;
- der Basishammer ist strukturell noch realisierbar;
- Die Wiederbeschaffungskosten oder die Vorlaufzeit sind schmerzhaft;
- die Ortsbrust benötigt sowohl eine Wiederherstellung der Geometrie als auch eine Oberflächenverstärkung;
- eine metallurgische Verbindung ist für die Einsatzfall wertvoll;
- Bearbeiten oder Schleifen nach der Materialauftrag ist möglich;
- Der Kunde kann festlegen, was als akzeptabler reparierter Hammer gilt.
Die stärksten wirtschaftlichen Argumente kombinieren in der Regel Reparaturkosten, Ausfallzeiten, Ersatzteilverfügbarkeit und Wiederholbarkeit. Wenn dieselbe Hammerfamilie wiederholt zurückkehrt, können der Prozess und die Endbearbeitungsroute im Laufe der Zeit häufig verbessert werden.
LMD versus Schweißen und thermisches Spritzen
Schweißen, thermisches Spritzen und LMD können alle nützlich sein. Der richtige Vergleich hängt vom Schadensbild und der Freigabeanforderung ab.
LMD ist oft attraktiv, wenn das Projekt eine lokale Materialzugabe, eine metallurgische Verbindung, einen kontrollierten Aufbau und eine spätere Bearbeitung erfordert. Es kann für dickere Aufbau- oder Verstärkungszonen eingesetzt werden, wenn Untergrund, Geometrie und Wärmeeintrag dies zulassen.
Thermisches Spritzen kann für bestimmte Oberflächenbeschichtungen sinnvoll sein, es handelt sich jedoch meist um eine andere Art von Oberflächenlösung. Bei Hammerschlagflächen mit hoher Schlagbelastung sollte der Käufer fragen, ob die Beschichtungshaftung, die Dicke, die Zähigkeit und die Unterstützung durch das Substrat für wiederholte Schlagbelastungen ausreichen.
Konventionelles Schweißen kann für einige Reparaturen geeignet sein, insbesondere wenn die Geometrie und das Material dies zulassen. Es kann schwächer sein, wenn der Käufer eine strengere lokale Kontrolle, eine maßgeschneiderte Materialroute oder einen klareren Validierungspfad für eine bestimmte Arbeitsfläche benötigt.
Ein Austausch kann immer noch der sicherere Weg sein, wenn die Rissbildung weit verbreitet ist, das Grundmaterial nicht identifiziert werden kann, der gesamte Werkzeugkörper beschädigt ist oder die erforderlichen Nachweise nicht wirtschaftlich erbracht werden können.
Materialstrategie für Stoßverschleiß
Der Materialweg für Hammerreparaturen sollte nach der Einsatzfall ausgewählt werden und nicht nach der allgemeinen Regel „härter ist besser“.
Wichtige Fragen sind:
- Was ist das Grundmaterial?
- Ist der vorherrschende Schaden abrasiver Verschleiß, Stöße, Hitze, Risse oder eine Kombination davon?
- Benötigt die Schicht mehr Zähigkeit, mehr Verschleißfestigkeit oder eine abgestufte Balance?
- Wie dick ist die Aufbau- bzw. Verstärkungszone?
- Wird der reparierte Bereich bearbeitet, geschliffen oder wärmebehandelt?
- Welche Prüfnachweise werden für die Freigabe benötigt?
Genaue Pulvermischungen, Härtewerte und Prozessparameter sollten projektspezifisch bleiben, sofern sie nicht gesondert zur Veröffentlichung genehmigt werden.
Reparaturkette für einen Schmiedehammer
Eine praktische LMD-Reparaturüberprüfung folgt normalerweise diesem Weg.
1. Aufnahme- und Schadensprüfung
Überprüfen Sie Fotos, Abmessungen, Belastung, Risse, Verschleißtiefe, frühere Reparaturen und Austauschdruck. Bestätigen Sie, ob der Schaden lokal genug für eine Reparatur ist.
2. Oberflächenvorbereitung, Oxidentfernung und Bearbeitungsstrategie
Legen Sie fest, ob der Hammer im abgenutzten, vorbearbeiteten oder in einem definierten Zustand gefrästen Zustand geliefert werden soll. Entfernen Sie Oxidschichten aus der Reparaturzone und entscheiden Sie, wie mit sichtbaren Rissen, Ermüdungszonen oder alten Reparaturgrenzen umgegangen wird. Bei Wiederholungsarbeiten kann die Zusendung des Hammers im vorbereiteten gefrästen Zustand den Reparaturweg klarer machen.
3. Material- und Schichtstrategie
Wählen Sie die Materialfamilie und Schichtlogik im Hinblick auf Verschleiß, Zähigkeit, Bindung, Rissrisiko und endgültige Geometrie aus. Die fallspezifische Schichtdicke und Materialreihenfolge gehören zum Projektnachweis.
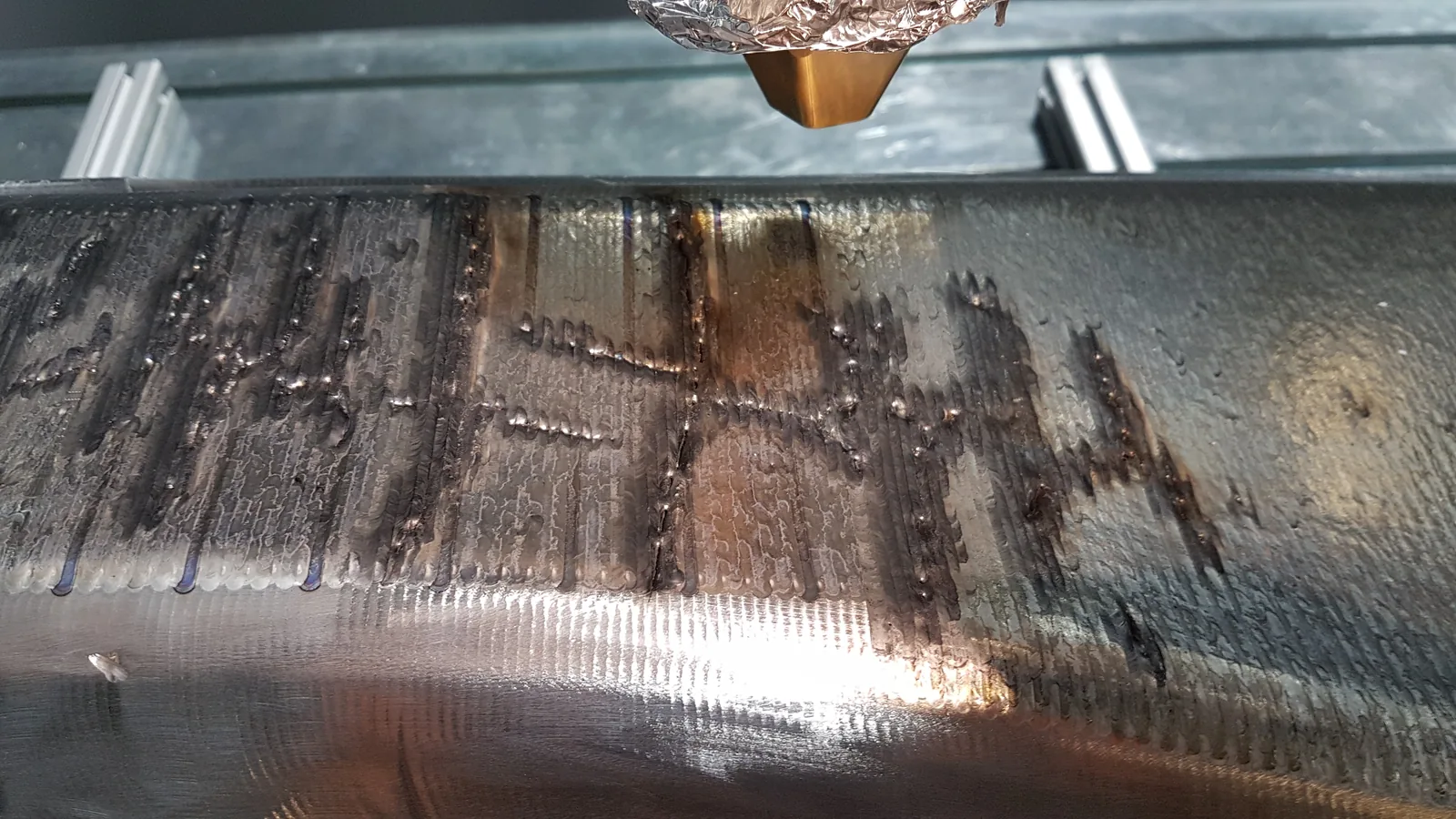
4. LMD-Materialauftrag
Material lokal im Arbeitsbereich ablegen. Werkzeugweg, Überlappung, Wärmemanagement und Materialzugabe sind wichtig, da der Hammer noch die endgültige Formwiederherstellung benötigt.
5. Fertigstellung
Bearbeiten oder schleifen Sie den Hammer auf die gewünschte Endgeometrie. Fotos der fertigen Oberfläche sind wichtig, da der Käufer den nutzbaren Endzustand und nicht nur den Materialauftragsschritt verstehen muss.
6. Inspektion und Nachweisführung
Stimmen Sie den Freigabenachweisen zu. Dies kann Maßprüfungen, Oberflächenprüfungen, Härtenachweise, metallografische Überprüfungen, Fotos oder einen projektspezifischen Leistungsvergleich umfassen.
Was zur Überprüfung gesendet werden soll
Schicken:
- Fotos des abgenutzten Hammers und der Arbeitsfläche;
- Zeichnung oder CAD, falls verfügbar;
- Grundmaterial und Wärmebehandlungshistorie, sofern bekannt;
- Gesamtabmessungen und ungefähres Gewicht;
- lokale Abnutzungstiefe und betroffene Oberfläche;
- ob der Hammer vor dem Versand gefräst werden kann;
- Betriebsdauer und Ausfallhistorie;
- ob eine Rissbildung vorliegt oder vermutet wird;
- ob Oxidschichten, Zunder, alte Schweißnahtreparaturen oder Ermüdungszonen vorhanden sind;
- erforderliche endgültige Geometrie und Oberflächenbeschaffenheit;
- Wiederbeschaffungskosten, Vorlaufzeit und Ausfallzeitdruck;
- Inspektions- oder Dokumentationspflichten.
Empfohlene nächste Schritte
Beginnen Sie mit:
- Fallstudie zur Reparatur eines Schmiedehammers CS01 für die ausführliche Nachweisseite.
- Reparatur und Modifikation für den Serviceweg.
- Laserauftragschweißen wenn die Hauptfrage eine verstärkte Arbeitsschicht ist.
- ROI-Rechner reparieren um die Wirtschaftlichkeit von Ausfallzeiten und Ersatz zu vergleichen.
- Framework reparieren oder ersetzen für kommerzielle Entscheidungslogik.
- Legierungsauswahl für Laser Cladding für Material-Familien-Kompromisse.
- Metallurgische Validierung für Anleihe- und Verwässerungsfragen.
- Inspektionsstapel für die Release-Planung.
Fordern Sie eine Bewertung der Hammerreparatur an
Senden Sie Fotos, Basismaterial, Abmessungen der Verschleißzone, Austauschvorlaufzeit und Inspektionserwartungen. Exafuse kann prüfen, ob eine LMD-Reparatur, Laser Cladding, eine konventionelle Reparatur oder ein Austausch der praktische Weg ist.
FAQ
Kann LMD Schmiedehämmer reparieren?
Es kann ausgewertet werden, wenn der Schaden lokal ist, der Grundhammer noch funktionsfähig ist, die abgenutzte Zone zugänglich ist und die reparierte Oberfläche fertiggestellt und inspiziert werden kann.
Ist LMD für die Hammerreparatur besser als thermisches Spritzen?
Nicht automatisch. Die Frage ist, ob die Oberfläche eine Beschichtung oder eine dickere metallurgisch gebundene Neuauflage/Verstärkung benötigt. Bei Hämmerflächen mit hoher Schlagkraft müssen häufig Bindung, Zähigkeit, Unterstützung und Geometriewiederherstellung gemeinsam überprüft werden.
Kann der Hammer im gefrästen Zustand verschickt werden?
Ja, das kann ein praktischer Weg sein. Wenn der Hammer vor der Reparatur auf einen definierten Vorbereitungszustand gefräst wird, können der LMD-Aufbau und der endgültige Bearbeitungsplan klarer sein.
Müssen Oxide und Risse vor LMD behandelt werden?
Ja. Oxide können die Bindung schwächen und unter der Belastung können Risse oder Ermüdungszonen weiter wachsen. Eine Reparaturprüfung sollte die Oberflächenreinigung, Rissprüfung und ggf. Vorspachtelung oder Reparatur umfassen, bevor die Verstärkungsschicht aufgetragen wird.
Welche Schichtstärke ist möglich?
Die Schichtdicke ist projektspezifisch. Die zugehörige CS01-Fallstudie basiert auf einer LMD-Verstärkungsschichtstrategie von 10–20 mm, die genaue Dicke hängt jedoch von der Geometrie, dem Material, der Nachbearbeitungszugabe und der Inspektion ab.
Kann LMD die Lebensdauer des Hammers verlängern?
Es kann Arbeiten zur Verlängerung der Lebensdauer unterstützen, wenn der Materialweg, die Bindung, die Geometrie und die Validierung mit der Aufgabe übereinstimmen. Öffentliche Aussagen zur Lebensdauer sollten an genehmigte Nachweise für den spezifischen Hammer und die Betriebsbedingungen geknüpft sein.