Großteiliges LMD ist nicht nur eine vergrößerte Version eines kleinen Coupon-Builds. Bei großen Bauteilen hängen Produktivität und Qualität vom Zusammenspiel zwischen Sickenbreite, Überlappungsstrategie, Wärmemanagement, Bearbeitungszugabe, Spannvorrichtung und dem Prüfplan ab, der das Teil schließlich freigibt. In deutschen Fachdiskussionen steht diese Route für große Teile möglicherweise auch unter DED-LB/M oder Laserauftragschweissen, aber die Frage des Käufers bleibt dieselbe: Kann Material effizient auf einem großen Bauteil hinzugefügt werden, ohne die Kontrolle über Qualität und Verarbeitung zu verlieren?
Warum LMD für große Teile ein anderes technisches Problem ist
Wenn die Teile größer werden, muss der Prozess Geometrie, thermisches Verhalten und Abscheidungseffizienz über einen viel längeren Bauweg ausbalancieren. Eine Strategie, die bei einer kleinen Stichprobe funktioniert, kann bei einer großen industriellen Bauteil instabil, unwirtschaftlich oder schwer zu validieren sein. Aus diesem Grund handelt es sich bei der LMD für große Teile tatsächlich um ein Prozessplanungsproblem und nicht nur um einen Anspruch auf Maschinenfähigkeit.
Perlenbreite und Abscheidungseffizienz
Die Produktivität bei der Arbeit mit großen Teilen hängt stark davon ab, wie viel Material pro Durchgang platziert werden kann, ohne die Kontrolle über Geometrie und Qualität zu verlieren. Breitere Raupen können die Abscheidungseffizienz verbessern, verändern aber auch das Überlappungsverhalten, den lokalen Wärmeeintrag und die Materialmenge, die später bearbeitet werden muss. Die technische Frage lautet daher nicht „breitestmögliche Sicke“, sondern „breiteste Sicke, die die endgültige Teilstrategie noch unterstützt“.
Je größer das Teil, desto wichtiger wird das Wärmemanagement
Große Teile speichern und verteilen Wärme anders als kleine Exemplare, insbesondere wenn der Aufbauweg lang ist und die Abscheidungssequenz auch benachbarte Zonen betrifft. Dies wirkt sich auf die Eigenspannung, das Verzugsrisiko und die Stabilität der hinterlegten Geometrie aus. Wärmeplanung, Reihenfolge und Pausen zwischen den Durchgängen können genauso wichtig sein wie die reine Abscheidungsleistung.
Die Bearbeitungszugabe ist Teil der Baustrategie
Bei großflächigen LMDs sollte die Bestandszugabe von Anfang an geplant werden und nicht als Restbereinigung behandelt werden. Die Wahl der Raupe, die Überlappung und das thermische Verhalten beeinflussen alle, wie viel Material für die Bearbeitung oder das Schleifen übrig bleiben sollte. Bei einem produktiven Großteilbau kommt es daher nicht nur auf die schnelle Ablage an; Es geht darum, die richtige Menge an den richtigen Stellen für die Weiterleitung zu deponieren.
3-Achsen-Bauraum im Vergleich zu 6-Achsen-Roboterreichweite
Exafuse kann zwei öffentliche LMD-Fähigkeitsrouten angeben. Das 3-Achsen-Titan-LMD-System bietet 4 m3 Bauraum für Bauteile bis zu 2 m x 1 m x 2 m und kann LMD-Wände von 1,8 mm feinen Details bis hin zu 3,7 mm robusten Strukturen erstellen. Das 6-Achsen-Roboter-LMD-System nutzt 2-Achsen-Positionierer, verfügt über einen Installationsraum von 6 x 5 x 4 m, trägt Bauteile bis zu 1.000 kg auf dem Drehtisch und nutzt Zoomoptik für die Wandverstellung von 1,5 mm bis 4,5 mm. In der Praxis ergeben sich daraus zwei Planungslogiken: ein definiertes Baufenster für kontrollierte große Teile und eine Roboterroute für komplexe Formen, Reparaturzugang und konturfolgende Cladding.
Überwachung und Inspektion bleiben Teil der Produktivitätsgleichung
Eine große Teileproduktivität ist nur dann wirtschaftlich sinnvoll, wenn die Ausgabe noch ohne vermeidbare Nacharbeit validiert und fertiggestellt werden kann. Das bedeutet, dass der Bauplan mit dem Inspektionszugriff, der Bezugsstrategie und der Dokumentation verknüpft sein sollte, die der Kunde bei der Freigabe benötigt. Eine schnellere Materialauftrag ohne einen glaubwürdigen Validierungspfad ist keine industrielle Produktivität.
Warum eine umfassendere Forschung wichtig ist
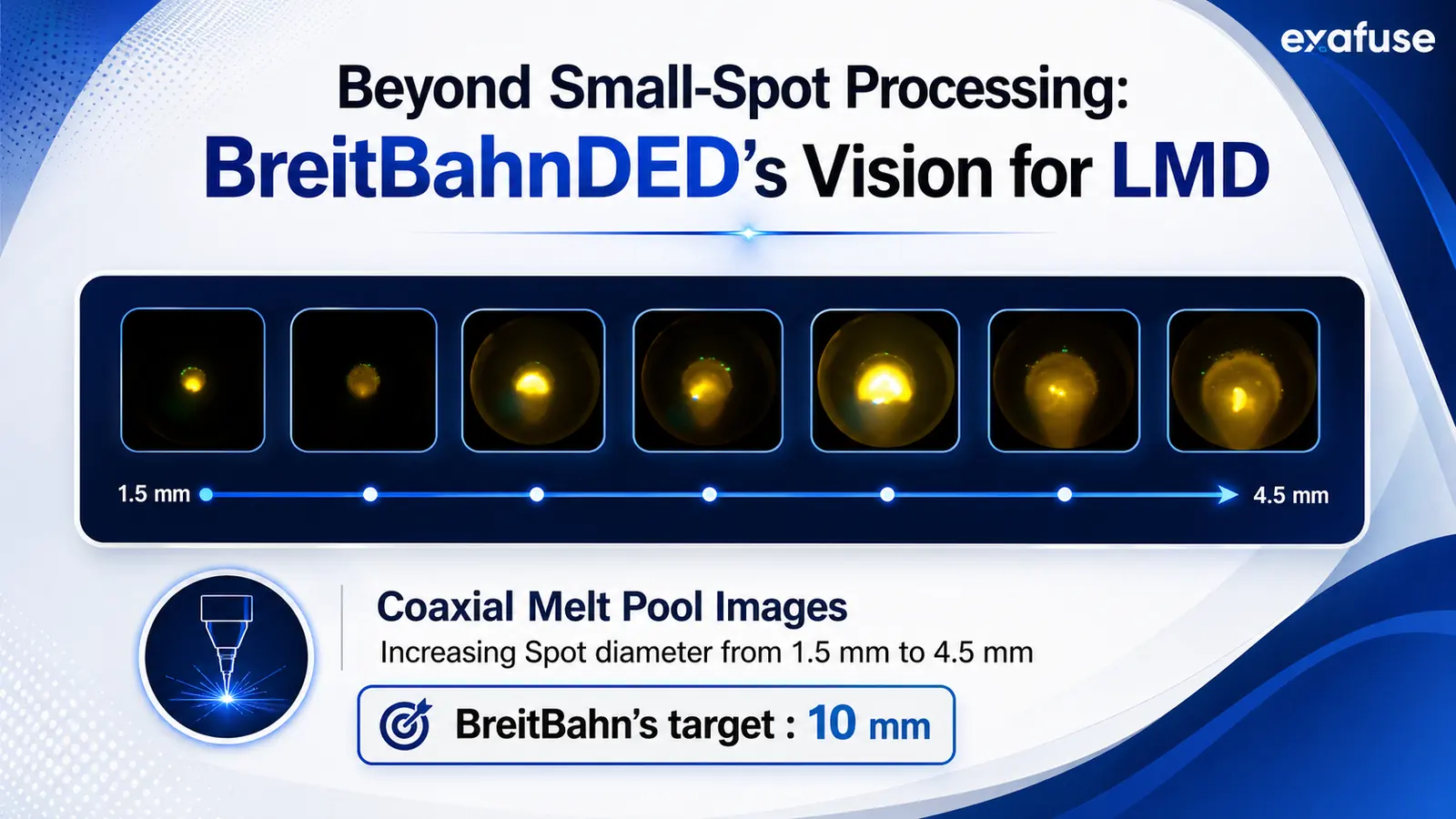
Forschungsbemühungen rund um breitere DED-Perlen konzentrieren sich auf die gleiche industrielle Frage, die den Käufern großer Teile am Herzen liegt: Kann die Abscheidungseffizienz gesteigert werden, ohne die Kontrolle über Geometrie, Bindung und Qualität zu verlieren? Die breitere technische Positionierung von Exafuse rund um LMD für große Teile macht diese Frage kommerziell relevant, insbesondere für Baustrategien, bei denen Durchsatz und Endbearbeitungsaufwand sorgfältig abgewogen werden müssen.
Was Sie senden sollten, wenn Sie die Aufbau-Strategie besprechen möchten
Senden Sie das CAD-Modell oder die CAD-Zeichnung, die Gesamtgröße, das Material, die kritischen Oberflächen, die bearbeitet werden müssen, und den erwarteten Nachbearbeitungsweg. Wenn das Teil für die herkömmliche Pulverbettlogik zu groß ist oder die Produktivität im Vordergrund steht, sagen Sie das ausdrücklich. Dies trägt dazu bei, die Diskussion auf eine echte Aufbau-Strategie statt auf generische Maschinenansprüche auszurichten.