Hybridfertigung mit LMD und CNC ist oft der praktische Weg für große Industrieteile. LMD fügt Material dort hinzu, wo es Wert schafft. Durch maschinelle Bearbeitung, Schleifen, Wärmebehandlung und Oberflächenvorbereitung wird das Teil dann wieder auf die erforderlichen Schnittstellen, Toleranzen und das erforderliche Finish gebracht. Das ist kein Kompromiss. In der Regel handelt es sich dabei um den beabsichtigten Prozessplan. In der deutschen Industriesprache kann die additive Seite dieses Weges auch als Laserauftragschweißen bezeichnet werden, wenn es bei dem Auftrag tatsächlich um eine kontrollierte Materialzugabe und nicht um ein eigenständiges gedrucktes Teil geht.
Warum LMD selten die endgültige Oberfläche ist
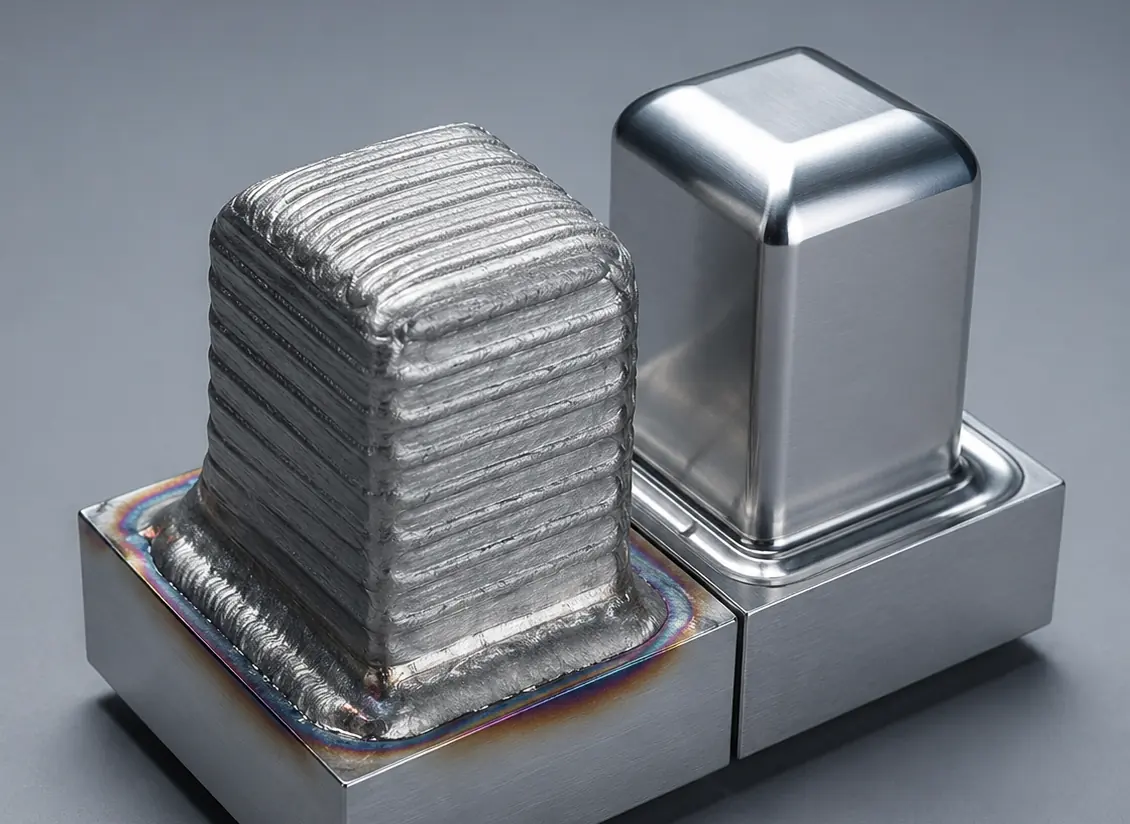
LMD ist stark in der gezielten Materialzugabe, dem netznahen Aufbau, der Reparatur von Geometrie und der lokalen Feature-Erstellung. Dies ist normalerweise nicht der letzte Schritt für Präzisionspassungen, Dichtflächen oder enge Bezugsbeziehungen. Die Behandlung der additiven Phase und der Endbearbeitung als ein kombinierter Herstellungsweg führt zu besseren Ergebnissen, als zu erwarten, dass die aufgetragene Oberfläche von selbst die Endtoleranz erreicht.
Beginnen Sie mit dem Datum und dem Bestandsplan
Der Hybriderfolg hängt davon ab, zu wissen, welche Oberflächen neu erstellt werden, welche Referenzoberflächen bleiben müssen und wie viel Material für die Endbearbeitung übrig bleiben sollte. Wenn die Bezugsstrategie unklar ist, steigt das Bearbeitungsrisiko schnell, da die Materialauftrag möglicherweise nicht genügend saubere Referenzgeometrie für den nächsten Schritt hinterlässt.
Die Hybridroute ändert sich je nach Auftragstyp
Bei Reparaturen kann die Reihenfolge aus der Vorbereitung des beschädigten Bereichs, dem lokalen Aufbau, der Bearbeitung und der Inspektion bestehen. Bei neu erstellten Geometrien kann der Weg aus einer Grundstruktur, dem Aufbau additiver Merkmale, Wärmemanagement- oder Wärmebehandlungsschritten und anschließender Endbearbeitung bestehen. Bei Beschichtungen ist der Nachbearbeitungsbedarf möglicherweise geringer, aber immer noch wichtig, wenn es auf Dicke oder Oberflächenbeschaffenheit ankommt.
Schneller Prototypennachweis: Pulver zum Bohren in 24 Stunden
Exafuse hat öffentlich eine schnelle LMD-Nachweisstory geteilt: einen funktionsfähigen Bohrer, öffentlich als „Bombenbohrer“ beschrieben, der zusammen mit ZIPP Industries GmbH & Co. KG in weniger als 24 Stunden aus Metallpulver mit einer antimagnetischen Beschichtung hergestellt wurde. Die nützliche Lektion für die Hybridfertigung ist, dass Geschwindigkeit durch eine frühzeitige Koordinierung der Route erreicht wird: Materialauftrag, Beschichtungslogik, Endbearbeitung und das erste Abnahmeziel müssen als ein Arbeitsablauf geplant werden.
Dies sollte nicht als pauschales 24-Stunden-Lieferversprechen verstanden werden. Es ist ein starkes Beispiel dafür, was möglich wird, wenn der Teileumfang, die Materialrichtung, die Oberflächenfunktion und die Frist klar genug für eine gezielte Prototypenroute sind.
Bau- und beschichtungssicher: 130-mm-Bohrer-Arbeitsablauf
Exafuse hat auch öffentlich ein 130-mm-Bohrvideo gezeigt, in dem LMD sowohl für die Herstellung als auch für die abschließende Oberflächenbeschichtung verwendet wurde. Die Beschichtung wurde als verschleißfest und antimagnetisch beschrieben und besteht aus einer Legierung mit Wolframkarbid.
Bei der Hybridplanung besteht die Lektion darin, dass das Teil noch nicht fertig ist, wenn die Materialauftrag stoppt. Eine sinnvolle Route kann Geometrieaufbau, Funktionsbeschichtung, Bearbeitungs- oder Schleifaufmaß und Prüfnachweise als einen zusammenhängenden Plan umfassen.
Die Nachbearbeitung ist Teil der Leistungsfähigkeit und kein nachträglicher Einfall
Das genehmigte Fähigkeitsbild zeigt, dass Exafuse interne Nachbearbeitungsschritte einschließlich Bohren oder Fräsen, Schleifen, Sandstrahlen, Plasmaschneiden und Wärmebehandlung unterstützt. Das ist wichtig, denn die Hybridfertigung funktioniert nur dann gut, wenn die Endroute von Anfang an berücksichtigt wird. Es sollte dennoch konservativ beschrieben werden, ohne eine vollständige Bearbeitungskapazität zu implizieren, die über das tatsächlich Bestätigte hinausgeht.
Wärmebehandlung und Endbearbeitungsreihenfolge sind wichtig
Je nach Teil kann die Reihenfolge der Materialauftrag, Wärmebehandlung, Bearbeitung, Schleifen und Strahlen sowohl die Maßhaltigkeit als auch die Prüflogik beeinflussen. Die richtige Reihenfolge hängt vom Materialsystem, der Geometrie und den Freigabeanforderungen ab. Es gibt keine universelle Standardroute.
Hybride Planung reduziert Toleranzüberraschungen
Viele Toleranzprobleme sind nicht allein auf den additiven Schritt zurückzuführen. Sie sind auf eine schlechte Koordination zwischen Auftragung, Befestigung, Aufmaß und Endbearbeitung zurückzuführen. Ein frühzeitig definierter Hybridplan verhindert in der Regel solche nachgelagerten Überraschungen.
Wenn Hybrid die zusätzliche Komplexität nicht wert ist
Hybride Fertigung ist nicht automatisch die richtige Antwort. Wenn die Geometrie einfach ist, das Teil klein ist oder die herkömmliche Bearbeitung ab Lager das Problem bereits sauber löst, kann das Hinzufügen eines LMD-Schritts mehr Prozesskomplexität als Mehrwert schaffen. Der Weg ist dann sinnvoll, wenn eine gezielte Materialauftrag den Abfall reduziert, einen Austausch vermeidet oder eine schwierige Geometrie besser herstellbar macht.
Was Sie für eine Überprüfung der Toleranzen und Lagerbestände einsenden müssen
Senden Sie das CAD-Modell oder die CAD-Zeichnung, identifizieren Sie die Oberflächen, die bis zur endgültigen Toleranz bearbeitet werden müssen, und geben Sie an, welche Zonen abgeschieden oder beschichtet werden sollen. Es hilft auch dabei, das Grundmaterial, die zu erwartenden Gebrauchslasten und die Frage zu definieren, ob Wärmebehandlung, Beschichtung oder Oberflächenveredelung bereits Teil des Freigabeplans sind. Geben Sie bei dringenden Prototypenarbeiten auch die Frist an, was der erste Teil nachweisen muss und welche Toleranzen oder Nachweise auf eine spätere Iteration warten können.