Harte verschleißbeständige Beschichtungen sind nicht nur eine Pulverentscheidung. Ringgeometrie, Grundwerkstoffzustand, Wärmeroute, Schichtstrategie, Bearbeitungszugabe und Prüfung entscheiden, ob eine laserbeschichtete Oberfläche nutzbar ist.
Diese anonymisierte Nachweisstory behandelt LMD / Laser Cladding mit einer Co-basierten Verschleißschutzbeschichtung auf zwei Ringgeometrien: einem Ventilsitzring mit steiler Beschichtungszone und einem Verschleißring mit flacherer Nutgeometrie. Im Projektnachweis ist Triballoy 400 als Beschichtungswerkstoff genannt.

Fallüberblick
| Bauteilklasse | Ventilsitzringe und Verschleißringe |
|---|---|
| Funktion | Lokale verschleißbeständige Arbeitsfläche, bei der Ringfläche oder Nut den eigentlichen Wert trägt |
| Route | Laser Metal Deposition / Laser Cladding |
| Beschichtungswerkstoff | Co-basierter Verschleißschutzwerkstoff; Triballoy 400 im Projektnachweis |
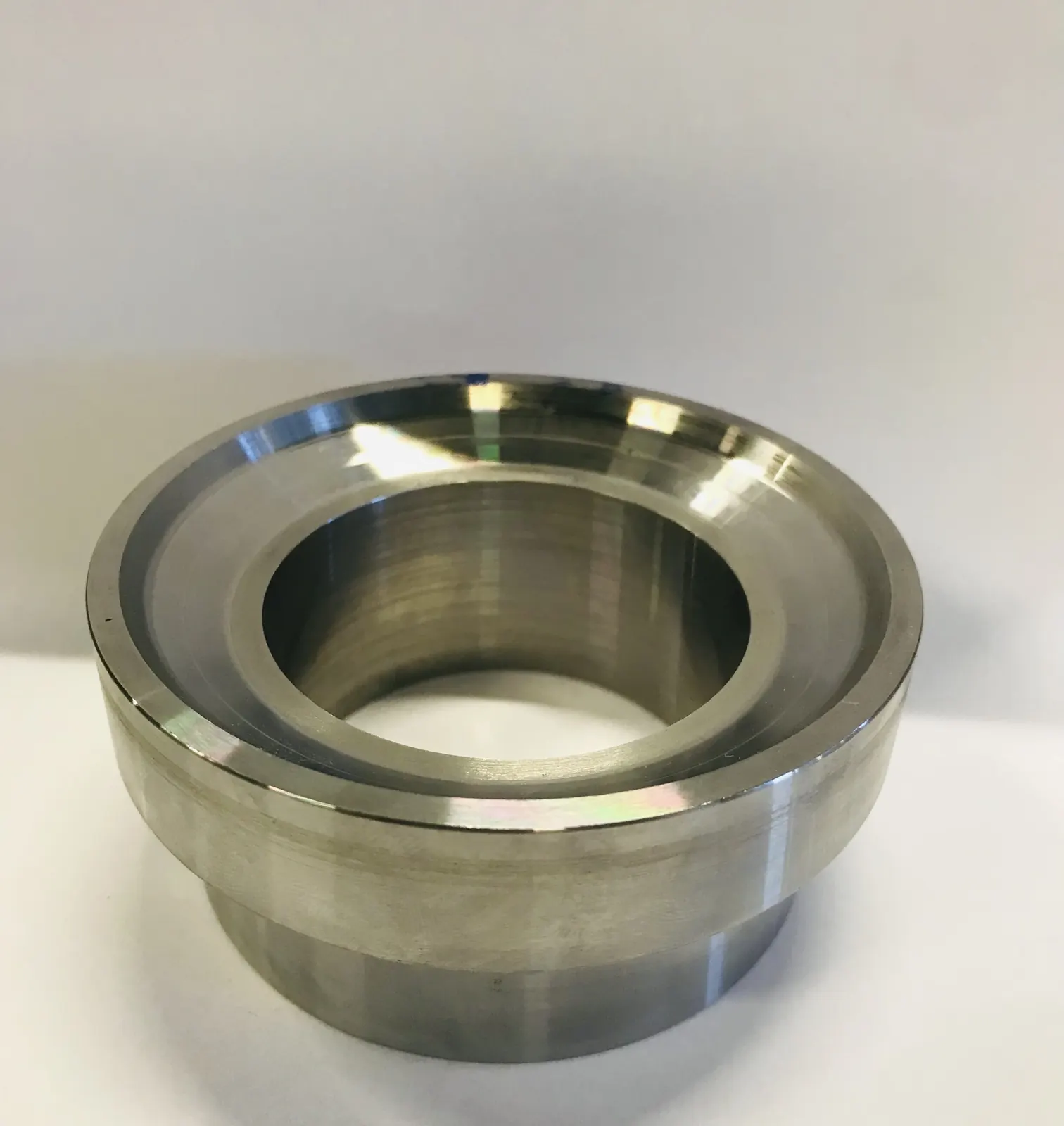
| Ventilsitz-Geometrie | Ca. 86 mm Außendurchmesser, 55 mm Innendurchmesser, 11 mm Beschichtungsbreite, Zielschicht etwa 2,5-3 mm |
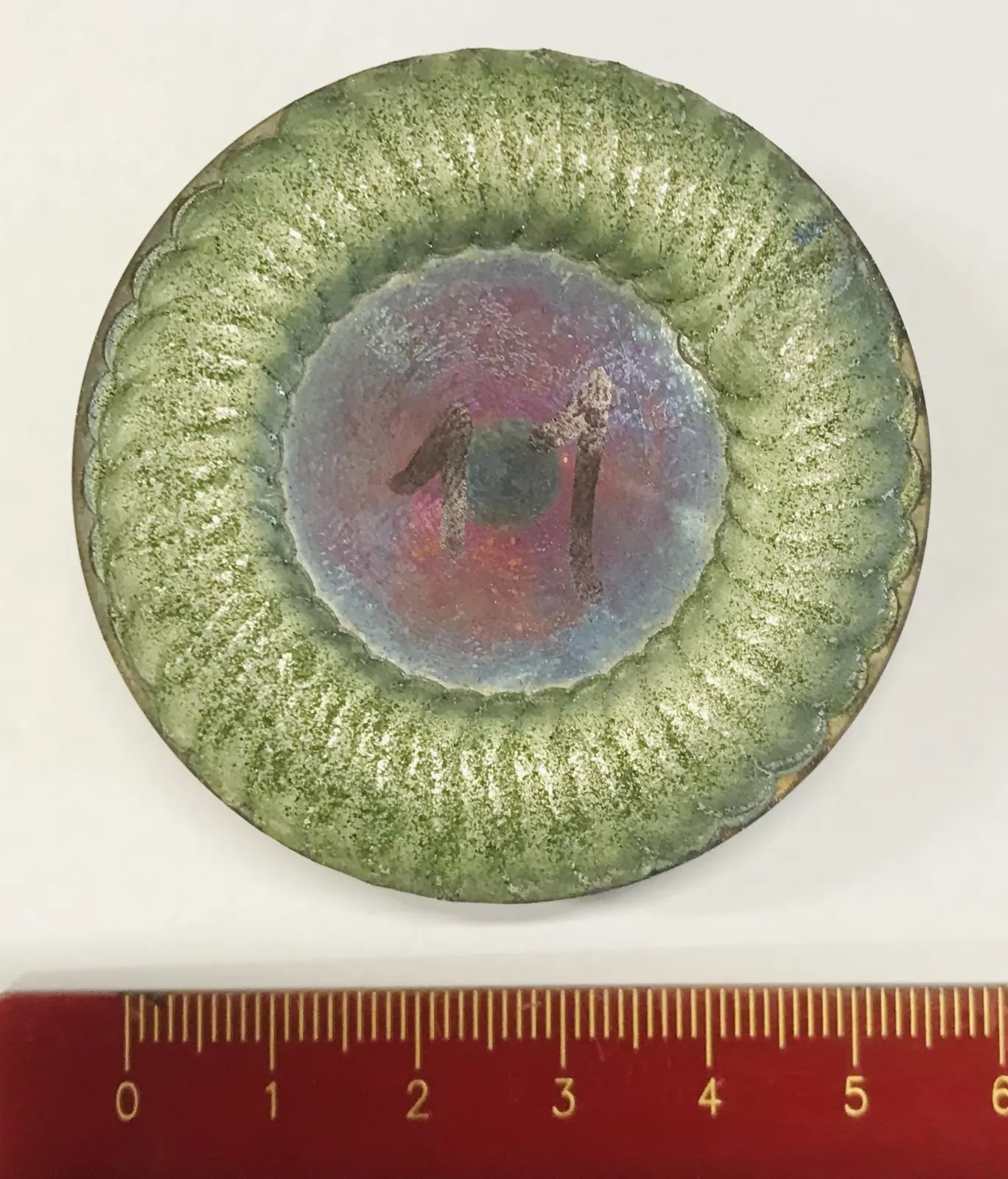
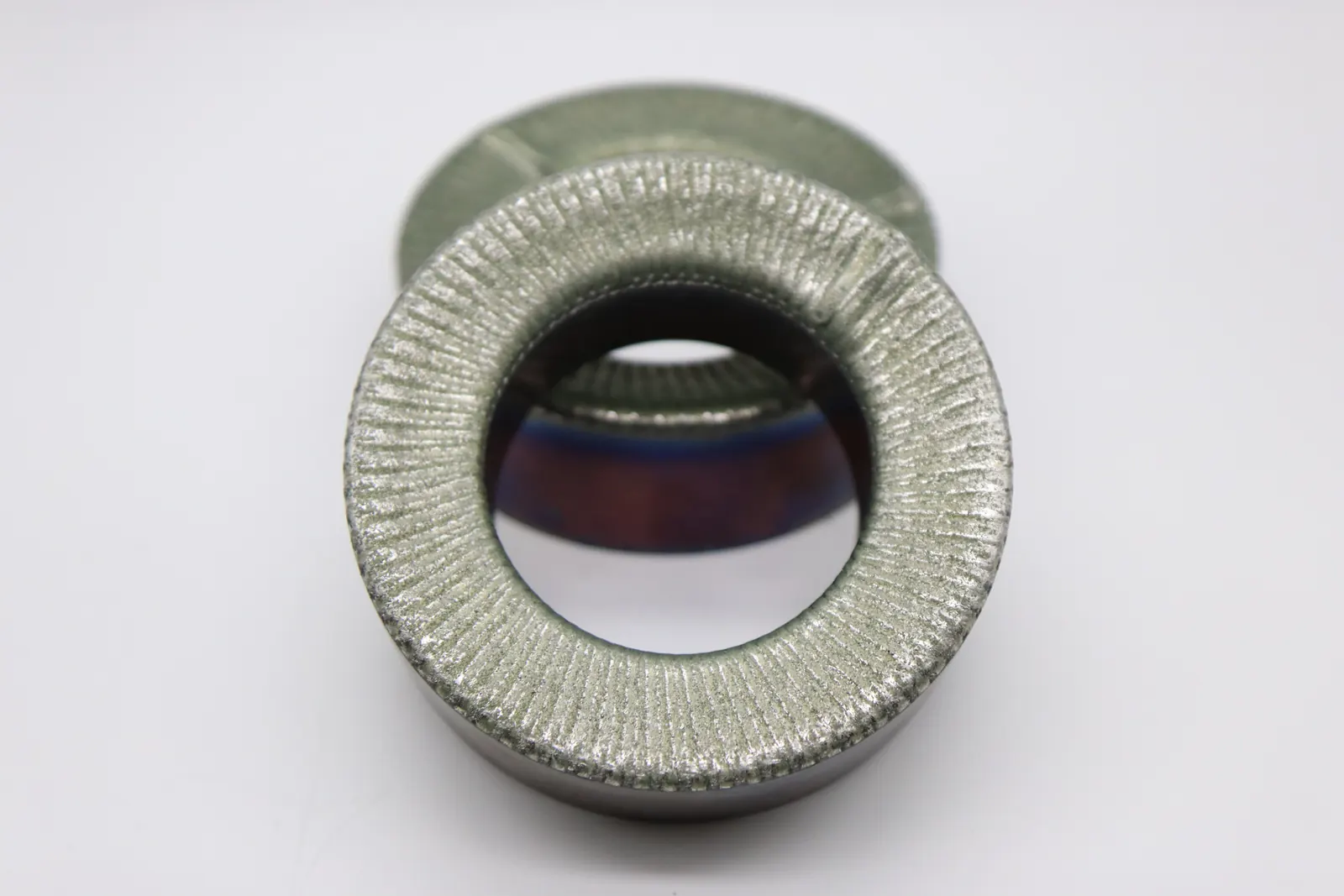
| Verschleißring-Geometrie | Ca. 55 mm Außendurchmesser, 33 mm Innendurchmesser, 8,5 mm Beschichtungsbreite, Zielschicht etwa 1,5 mm |
| Hauptrisiko | Risse und Poren durch Hartstoffverhalten, thermische Spannungen und Schließgeometrie |
| Nachweisroute | Prozessscreening, kontrolliertes Vorwärmen, Bewertung von Pulverrate und Vorschub, Schichtplanung, Sichtprüfung und Farbeindringprüfung |
Warum dieser Fall ein gutes Cladding-Beispiel ist
Ventilsitzringe und Verschleißringe bündeln den Bauteilwert in einer lokalen Arbeitsfläche. Ein Käufer braucht nicht immer ein neues Bauteil, wenn die technische Frage lautet, ob eine verschleißbeständige Schicht auf die richtige Ringzone aufgebracht und anschließend passend geprüft oder bearbeitet werden kann.
Der Fall ist auch deshalb nützlich, weil er die Grenzen reiner Härtebetrachtung zeigt. Ein harter Tribologiewerkstoff kann trotzdem scheitern, wenn thermische Spannung, Pulverzufuhr, Bahnabschluss oder Schichtstrategie nicht kontrolliert werden. Exafuse betrachtet harte Beschichtungen deshalb als Prozesskettenbewertung und nicht als Abkürzung über den Pulvernamen.
Ausgangszustand und Geometrie
Die beiden Ringe erzeugten unterschiedliche Auftragsaufgaben. Der Ventilsitzring erforderte eine kontrollierte Route auf einem steileren Beschichtungsprofil. Beim Verschleißring ging es um eine flachere Nutgeometrie, bei der Füllung und Oberflächengleichmäßigkeit wichtig waren.
Bewertete Prozessgrößen
Die Projektreports bewerteten den Einfluss von Laserleistung, Pulverzufuhr, Vorschub, Spotgröße, Vorwärmung und Lagenzahl. Exakte Einstellungen werden als kontrollierte Projektdaten behandelt. Die praktische Lehre bleibt dennoch klar: Vorwärmen allein löste das Rissrisiko nicht. Pulverrate, Vorschub, Schichtstrategie und Bahnabschluss veränderten das Ergebnis ebenfalls.
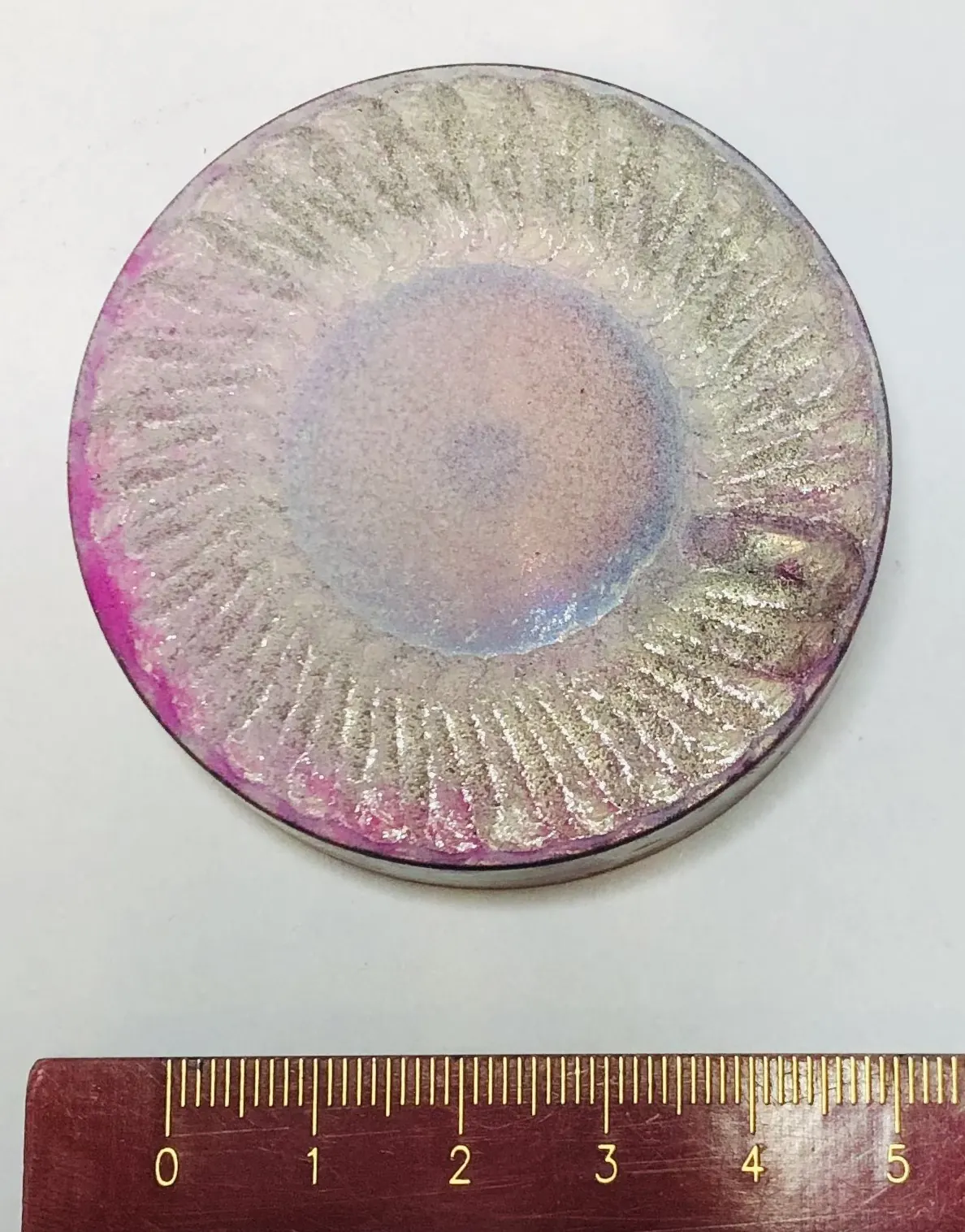
Spätere Screenings am Verschleißring zeigten, dass eine Richtung mit reduzierter Pulverzufuhr, moderatem Vorschub und kontrollierter Vorwärmung sichtbare Risse und Poren in der Farbeindringprüfung reduzieren konnte. Das ist eine Prozessentwicklungslehre, aber kein universeller Parametersatz für jeden Ring.
Farbeindringprüfung machte das Ergebnis sichtbar
Die Farbeindringprüfung ist in dieser Story wertvoll, weil sie Riss- und Porenrisiken in einen sichtbaren Prüfschritt überführt. In den verfügbaren Medien sind der Ventilsitzring und der finale Verschleißringzustand nach der Farbeindringprüfung ohne sichtbare Risse oder Poren im fotografierten Zustand zu sehen.
Was Käufer für eine ähnliche Prüfung senden sollten
- Fotos von Ring, Arbeitsfläche, Nut, Sitz oder Verschleißzone.
- Zeichnung oder CAD mit Außendurchmesser, Innendurchmesser, Beschichtungsbreite und Zielschichtdicke.
- Grundwerkstoff und geforderten Beschichtungswerkstoff, falls bereits spezifiziert.
- Schadensmechanismus: Gleitverschleiß, abrasiver Verschleiß, Warmverschleiß, Korrosion oder Mischbeanspruchung.
- Erforderliche Endbearbeitung, Schleifroute, Dichtfläche oder Passung.
- Prüfbedarf wie Farbeindringprüfung, Mikroskopie, Maßprüfung oder Dokumentation.
Die richtige Entscheidung lautet nicht nur, ob eine harte Beschichtung aufgetragen werden kann. Nutzbar ist die Entscheidung, ob Geometrie, Werkstoff, Wärmeroute, Schichtplan, Nachbearbeitung und Prüfung zu einem kontrollierten Beschichtungsworkflow zusammenpassen.
Cladding-Prüfung anfragen oder mit der Werkstoffauswahl starten.