Bei der routinemäßigen Reinigung einer Nobufil-Extrusionsanlage wurden schwere Risse an der Zapfenwelle einer Extruderschnecke entdeckt. Die Schnecke wurde außer Betrieb genommen, bevor aus dem Schaden ein Ausfall im laufenden Betrieb werden konnte. Da beim Hersteller keine Ersatzschnecke kurzfristig verfügbar war, ging es nicht nur um eine technische Frage. Entscheidend war, ob eine kontrollierte Reparatur den Stillstand gegenüber einer Neubeschaffung reduzieren konnte.

Fallüberblick
| Kundenkontext | Nobufil-Extrusionsanlage |
|---|---|
| Bauteil | Extruderschnecke mit gerissener Zapfenwelle |
| Problem | Schwere Risse bei routinemäßiger Reinigung festgestellt |
| Risiko | Möglicher Ausfall im Betrieb und langer Stillstand bei Neubeschaffung |
| Reparaturroute | Optische Prüfung, Entfernen des beschädigten Materials, Werkstoffbewertung, DED/LMD-Aufbau und mechanische Nachbearbeitung |
| Ergebnis | Ursprüngliche Geometrie wiederhergestellt und Schnecke nach der Reparatur zurückgeliefert |
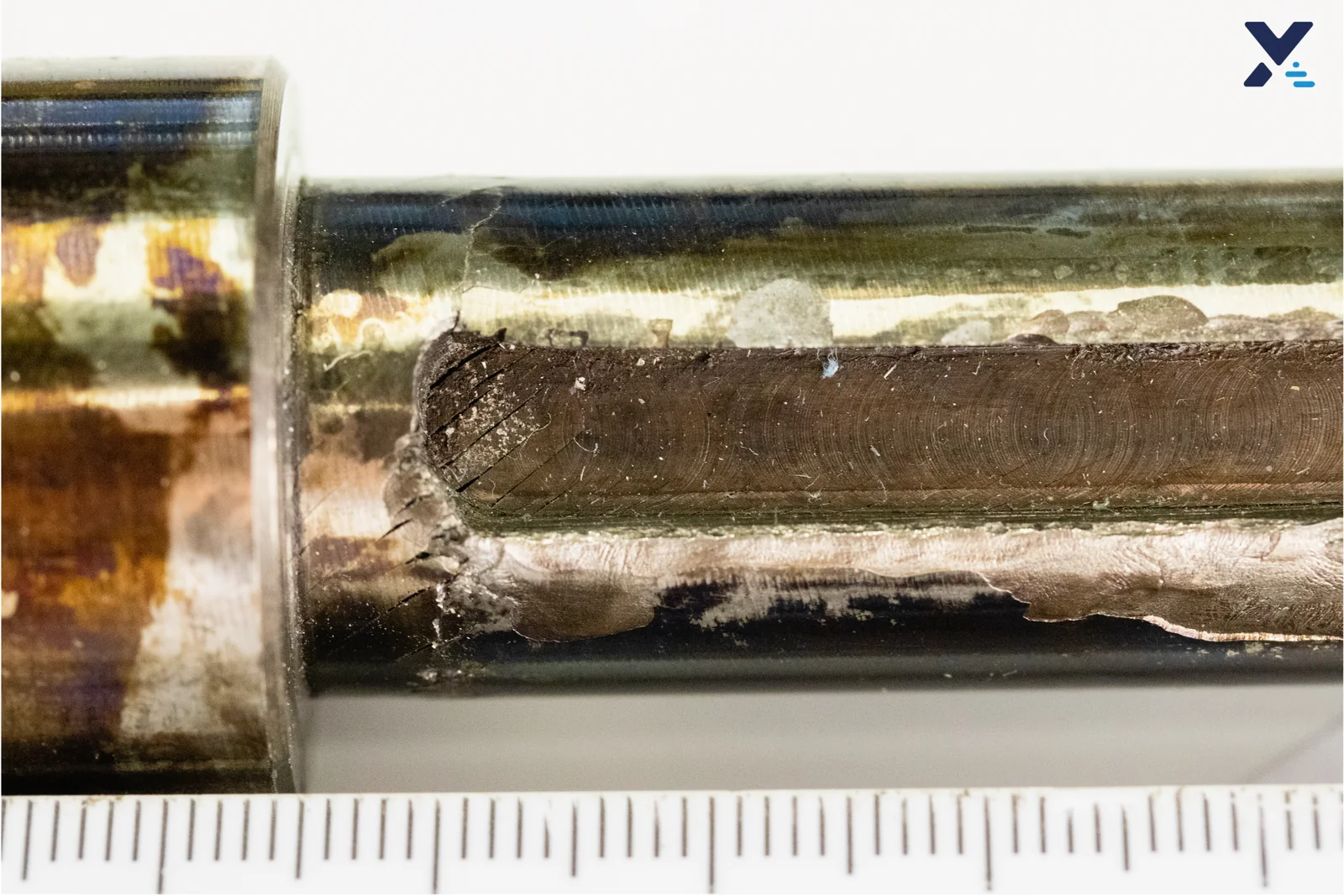
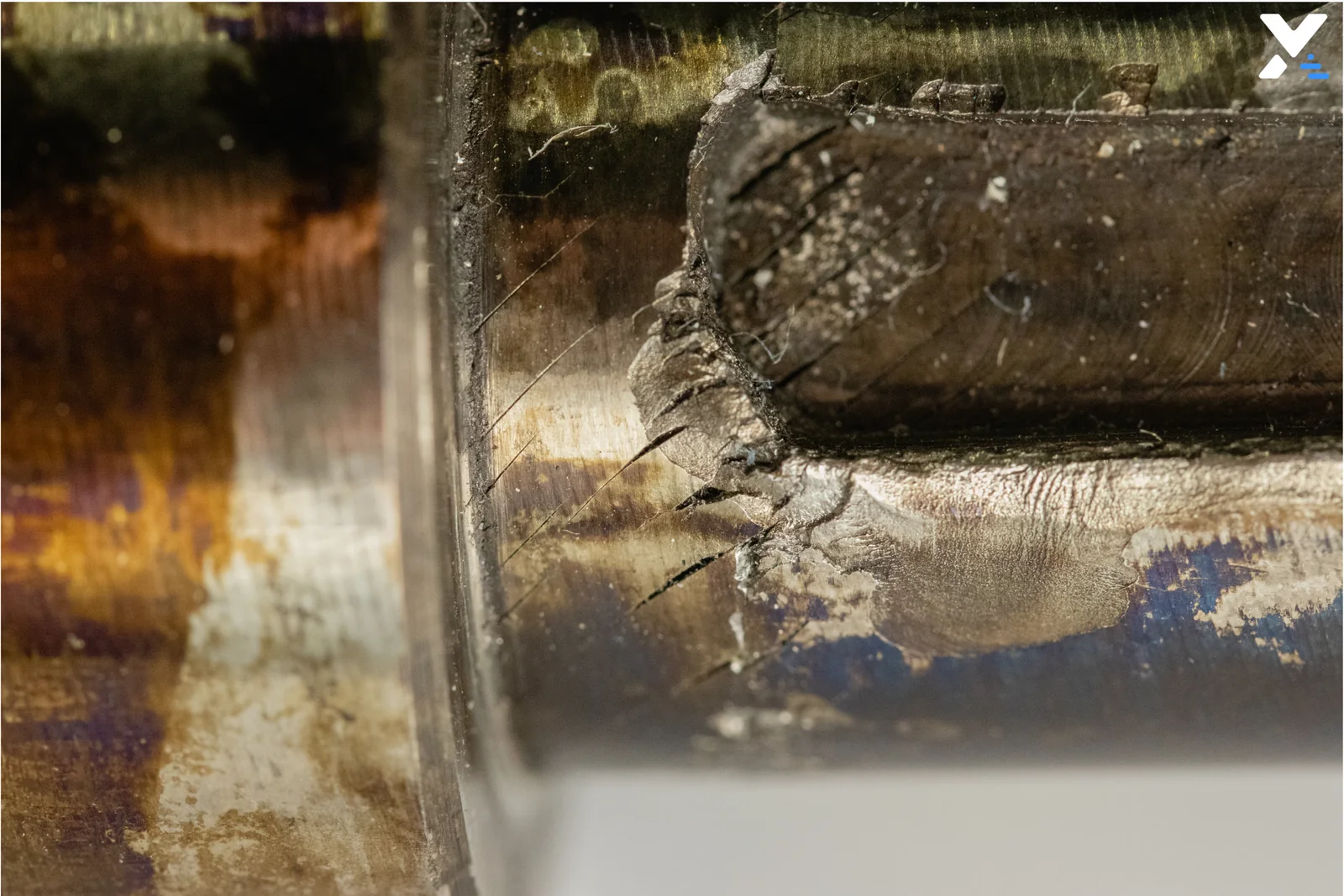
Das Problem: lokaler Riss mit großem Stillstandsrisiko
Der Schaden war lokal begrenzt, das Produktionsrisiko jedoch nicht. Eine gerissene Zapfenwelle kann die gesamte Extruderschnecke unbrauchbar machen, auch wenn der restliche Bauteilkörper weiterhin Wert hat. Für Instandhaltungsteams ist genau das der Punkt, an dem die Reparatur-gegen-Ersatzteil-Logik wichtig wird: Wenn kein Ersatzteil verfügbar ist, kann die Lieferzeit zum eigentlichen Kostentreiber werden.
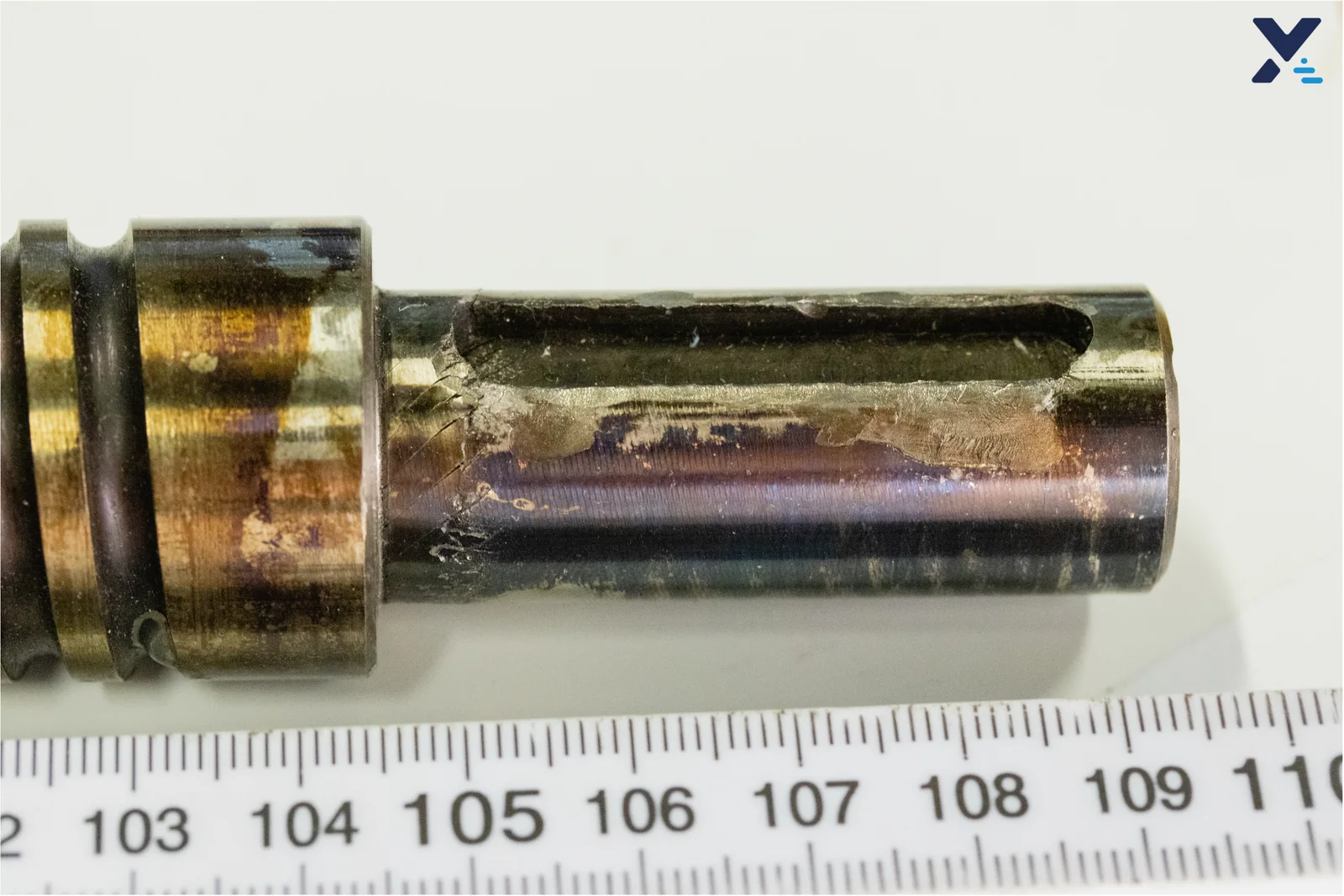
Die Reparaturentscheidung: Defekt entfernen, bevor neu aufgebaut wird
Nach Eingang der Schnecke prüfte Exafuse die Schadstelle und entfernte den gerissenen Wellenabschnitt. Das ist ein wichtiger Unterschied zwischen einer belastbaren Reparaturroute und einer kosmetischen Überdeckung. Ziel ist ein kontrollierter Ausgangszustand, auf dem nur die benötigte Geometrie wieder aufgebaut wird.

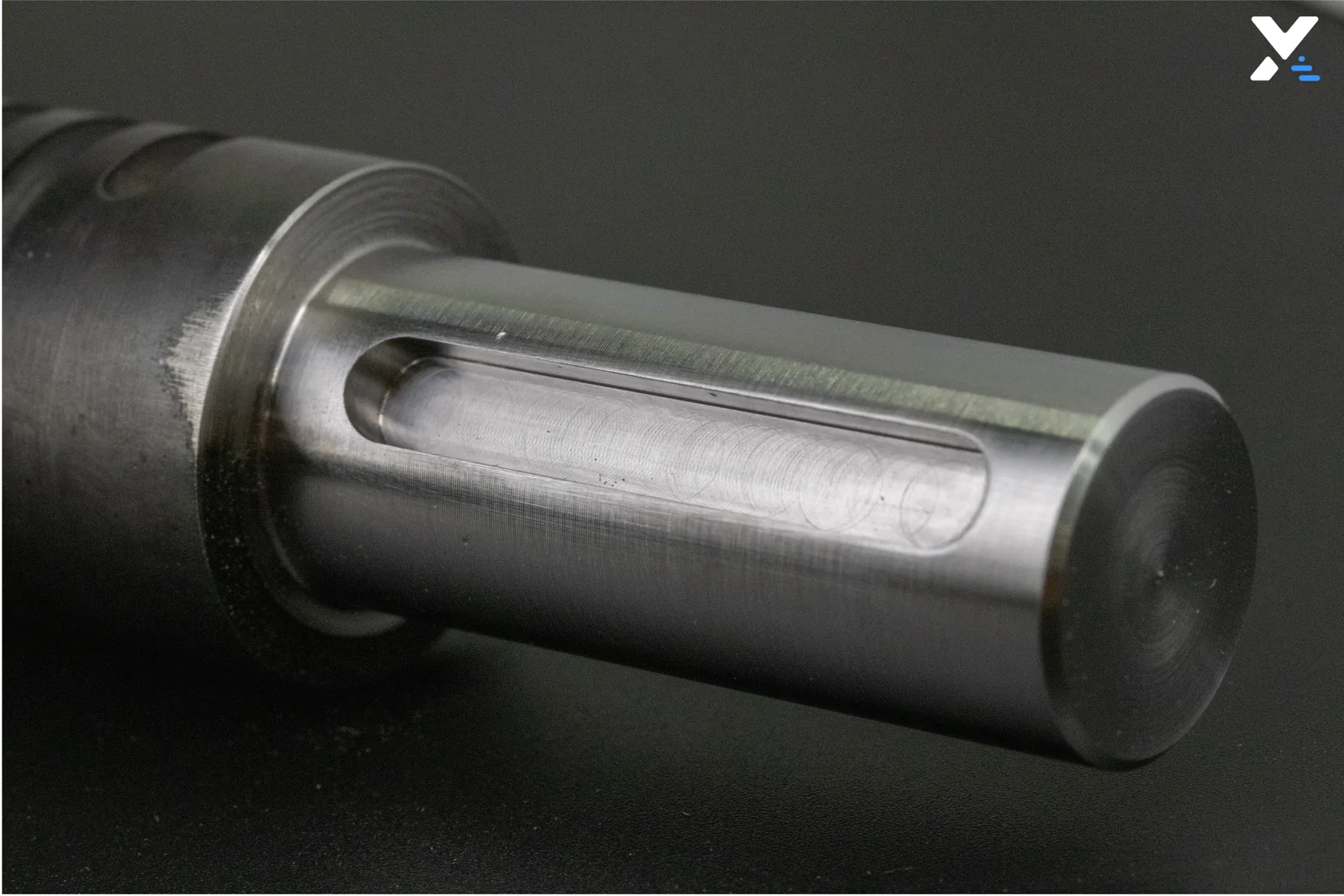
Die LMD-Route: Material lokal wieder aufbauen
Directed Energy Deposition, hier auch Laser Metal Deposition, eignet sich für diese Art lokaler Reparatur, weil Metall gezielt an einer definierten Zone aufgetragen wird. Statt die gesamte Schnecke neu zu fertigen, konzentrierte sich die Reparatur auf den Wiederaufbau der fehlenden Wellengeometrie.
Die Projektnotizen zu diesem Fall halten fest, dass die Ersatzgeometrie schnell aufgetragen wurde, bevor das Bauteil in die mechanische Nachbearbeitung ging. Die Bildfolge zeigt den Weg von der Schadensprüfung über Vorbereitung, LMD-Aufbau, Endbearbeitung und Prüfumfeld; sie ist ein Nachweis dieses Reparatur-Workflows und kein universelles Lieferzeitversprechen.

Nach der Deposition: zurück zur nutzbaren Geometrie
LMD stellt Materialvolumen wieder her, aber der finale Funktionszustand entsteht nicht direkt beim Auftrag. Die reparierte Welle muss anschließend mechanisch auf die benötigte Form, Oberfläche und Passung gebracht werden.

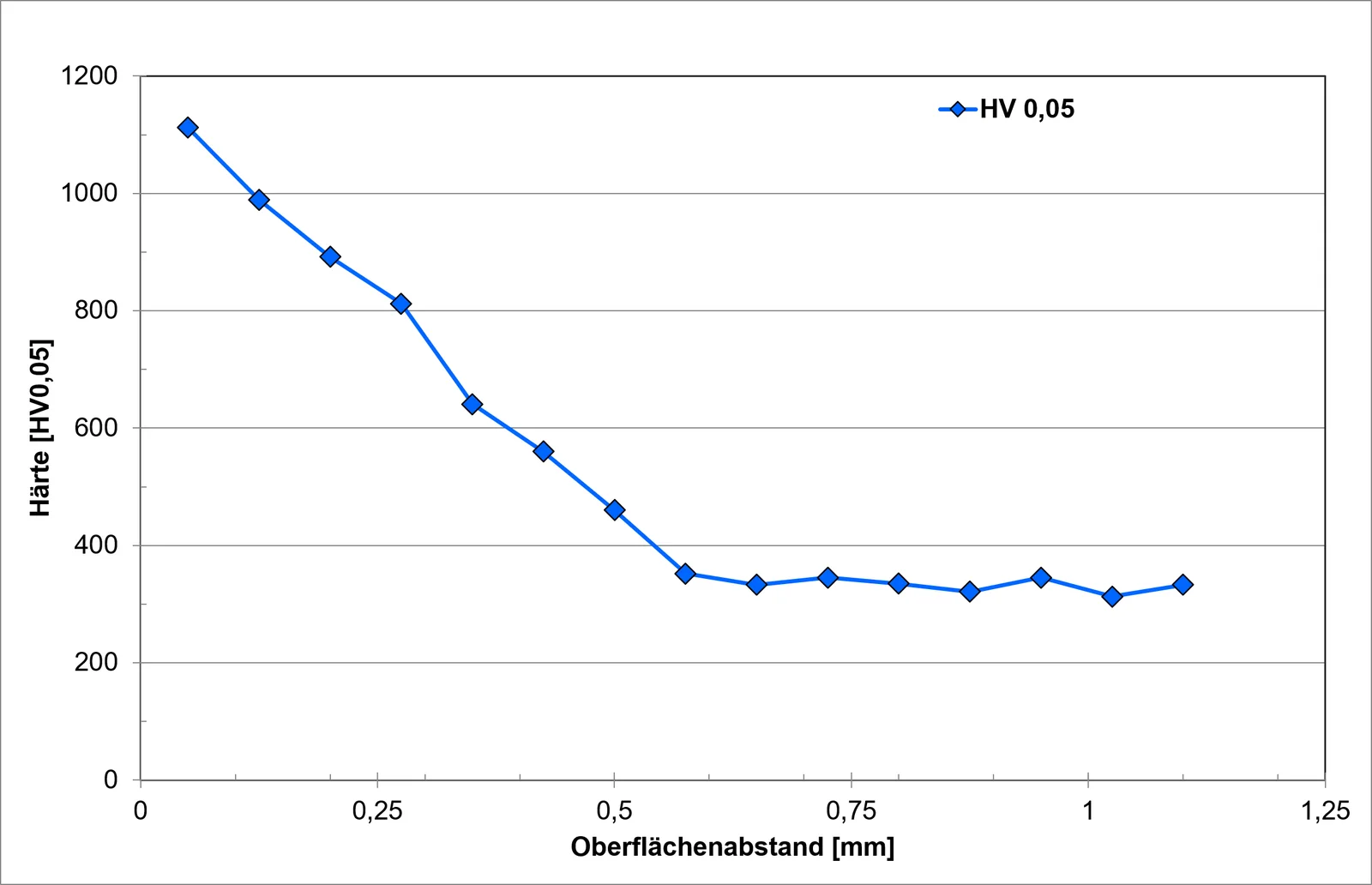
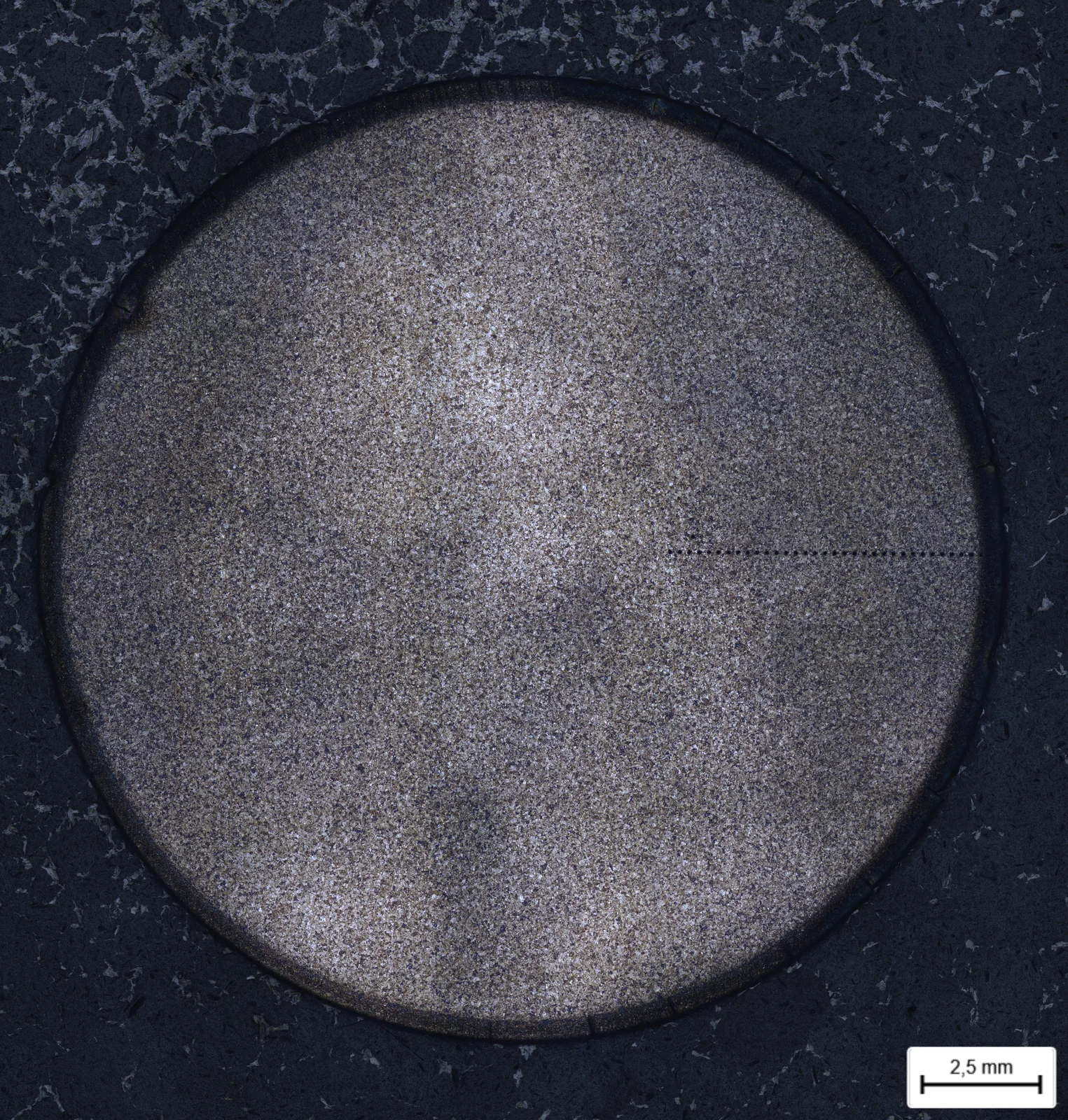
Prüfnachweise stützen die Reparaturgeschichte
Für industrielle Reparaturen reichen Vorher-Nachher-Bilder allein nicht aus. Vertrauen entsteht auch durch Materialverhalten, Bindungsqualität, Härtekontext und den Zustand der aufgebauten Zone. Die unterstützenden Bilder unten dienen nur als Nachweiskontext. Sie sind kein Ort für nicht freigegebene Härtewerte, exakte Prozessparameter oder Werkstoffrezepturen.
Was Instandhaltungsteams aus dem Fall lernen können
- Schadstellen früh mit klaren Fotos dokumentieren.
- Kritische Komponenten aus dem Betrieb nehmen, bevor Risse zu einem größeren Ausfall werden.
- Prüfen, ob der Schaden lokal genug für eine gezielte LMD-Reparatur ist.
- Die Nachbearbeitungsroute vor dem Materialauftrag planen.
- Werkstoffauswahl und Prüfung als Teil der Reparatur behandeln, nicht als nachträgliche Ergänzung.
- Reparaturkosten gegen Ersatzteil-Lieferzeit, Stillstand und Produktionsrisiko vergleichen.
Für Nobufil bedeutete das Ergebnis eine reparierte Extruderschnecke, ohne auf ein neues Ersatzteil vom Hersteller warten zu müssen. Für Exafuse ist es ein klares Beispiel dafür, wie DED/LMD-Reparatur hochwertige Metallbauteile im Einsatz halten kann, wenn Ersatz langsam, teuer oder unnötig ist.